co je SMAW?
stíněné svařování kovovým obloukem (SMAW) také známé jako svařování tyčí, je ruční proces využívající tavidlo potažené spotřební elektrodou s kovovou tyčí v jádru.
střídavý proud nebo stejnosměrný proud tvoří oblouk mezi elektrodou a základním kovem vytváří požadované teplo. Ve Spojených státech je to nejběžnější používaná metoda.
povlak tavidla se rozpadá a uvolňuje páry, které slouží jako ochranný plyn a poskytují ochrannou vrstvu strusky.
oba chrání svarovou oblast před atmosférickou kontaminací. Jak se kovová tyč uvnitř elektrody roztaví, vytváří roztavený bazén, který se stává svarem.
existuje několik proměnných svářeč může ovládat, že bude mít vliv na šířku a výšku svaru patky, pronikání svaru a množství rozstřiku.
Stick svařování je levná ve srovnání s jinými metodami, jako je TIG. Je přenosný a pracuje s jakoukoli tloušťkou a v jakékoli poloze.
hlavní nevýhodou je struska vytvořená během svařovacího procesu spolu s pomalejšími rychlostmi (pokud nejste vysoce kvalifikovaní).
SMAW Obloukové Svařování
Stick svařování vezme si jeho jméno od tvaru elektrody, která vypadá jako hůl. Může být použit pro svařování mnoha druhů kovů, včetně oceli, nerezové oceli a litiny.
Stick svařovací stroje poskytují konstantní proud (CC) pomocí stejnosměrného proudu (DC) nebo střídavého proudu (AC). Stejnosměrný proud pracuje v různých směrech na základě polarity. Střídavý proud přepíná mezi směry.
výkon v elektrickém obvodu použitém k napájení svaru se měří v ampérech. Pro svařování silnějších kovů nebo elektrod je zapotřebí více proudu nebo proudu.

SMAW svařování se používá především ke svařování železa a oceli.
To může být použit ve všech polohách:
- Plochou
- Vertikální
- Horizontální
- Režie
proces
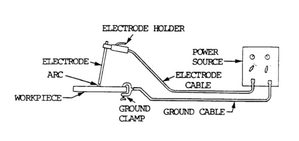
SMAW obloukové svařování (svařování tyčí) používá obloukové teplo k roztavení obecného kovu a špičky spotřební elektrody. Elektroda a základní kov jsou součástí elektrického obvodu nebo svařovacího obvodu.
Tento obvod obsahuje;
- Napájecí zdroj
- Svařovací kabely
- držák
- zemnící svorku
- práce nebo kovu
- Obloukové svařování elektrody
Jeden kabel je připojen k práci a druhý na držák elektrod.
svařování začíná, když je mezi špičkou elektrody a obecným kovem zasažen oblouk.
teplo roztaví špičku a povrch práce.
na hrotu elektrody se vytvoří malé kuličky roztaveného kovu a poté se obloukem přenese do roztaveného bazénu.
plnivo se nanáší při spotřebování elektrody.
Arc Welding, SMAW, Držet Svařovací oblouk je přesunuta na:
- odpovídající délka oblouku (cca.
- odpovídající rychlost pojezdu
postupně tavením a tavením části obecného kovu a přidáním plniva.
oblouk SMAW je extrémně horký (teploty přesahující 9000ºF (5000ºC) ve svém středu), tavení nastává téměř okamžitě, když se oblouk dotýká kovu.
u svarů vyrobených v ploché nebo vodorovné poloze je přenos kovu podporován:
- Gravitace
- rozpínání Plynu
- Elektrické síly
- Povrchové napětí
Svary v jiných polohách musí překonat gravitaci.
gravitace
u svarů mimo polohu není základní kov schopen zadržet v kráteru mnoho roztaveného kovu. Měly by být použity menší elektrody, nižší proudy a nižší délky oblouku.
expanze plynu
plyny se vyrábějí tavením povlaku elektrody a expandují v důsledku tepla hrotu vroucí elektrody.
povlak mírně přesahuje kovovou špičku elektrody a řídí směr expanze plynu. To pomáhá nasměrovat roztavený kov do svarového kovového bazénu.
Elektromagnetické síly (arc cestování nebo obloukový úder)
tip je elektrický vodič, a tak je roztavená globule sprej na špičce, takže kulička sprej je změněn pomocí magnetické síly působící v úhlu 90 stupňů (bokem ve většině případů) na směru průtoku proudu.
to je užitečné v horizontální, vertikální a horní polohy svařování.
tyče s vyšší pevností v tahu mají vyšší tendenci k obloukovému úderu.
umístění zemnící kabel může mít zásadní vliv na tyto síly
Povrchové napětí
síla, která drží výplň kovu a strusky při styku s roztaveného kovu v kráteru je povrchové napětí.
pomáhá udržet roztavený kov v horizontálním, vertikálním a režijním svařování a určuje tvar obrysů svaru.

Proměnné
vlastnosti svaru (velikost korálku a penetrace) může být řízena nastavením těchto proměnných při svařování:
- Velikost a typ elektrod
- Proud (se změnil na hůl svařovací stroj)
- Rychlost pohybu elektrod podél společné svařitelné (rychlost jízdy)
- délka Oblouku (vzdálenost mezi kovem a špička elektrody). Pravidlem je použití délky oblouku rovnající se průměru jádra drátu uvnitř elektrody.
- Elektroda úhel
- Kolmo (90 stupňů), umožňuje většina penetrace
- 45 stupňů se rovná méně penetrace
- šířka Svaru řízen strany na stranu pohybu elektrody
- Polarity control (směr elektrického proudu) při použití DC nebo stejnosměrný proud
Výhody & Nevýhody Obloukové Svařování
Výhody
SMAW nebo Svařování obalenou elektrodou vyžaduje základní vybavení a půjčuje sebe k práci v terénu, protože je velmi přenosný.
- Cena je 30% až 50% z jiných metod svařování
- Lehká zařízení
- Mnoho typů k dispozici elektrody
- Dobře v těsných prostorech
- Čištění kovového povrchu před svařováním není tak přísné jako jiné metody, jako je TIG
Nevýhody
- Nutnost odstranění strusky po svařování. Zachycení strusky je také problém v SMAW tvořících inkluzí, které je třeba odstranit.
- nepoužité elektrody-je třeba zastavit svařování, když dosáhnete posledních 2 palců elektrody
- rozstřik
- pomalá relativní rychlost SMAW.
- Rozstřik vyčištění a odstranění strusky práce náročná
- Vzniká více jisker a tepla než u jiných metod svařování
- Sekání a broušení dokončených svarů nám dává škodlivého prachu
- je Třeba zastavit během procesu svařování nahradit použité elektrody a ulamovat strusky
Rozstřik a nepoužívané elektrody pahýly účet pro cca. 44 procent spotřebovaných elektrod.