Hvad er SMA?
afskærmet metalbuesvejsning (SMA) også kendt som stavsvejsning, er en manuel proces ved hjælp af en strømbelagt forbrugselektrode med en metalstang i kernen.vekselstrøm eller jævnstrøm danner en bue mellem elektroden, og uædle metaller skaber den nødvendige varme. I USA er det den mest almindelige metode, der anvendes.
flusbelægningen opløses og afgiver dampe, der tjener som beskyttelsesgas og giver et beskyttende lag af slagge.
begge beskytter svejseområdet mod atmosfærisk forurening. Når metalstangen inde i elektroden smelter, danner den en smeltet pool, der bliver svejsningen.
der er flere variabler svejseren kan styre, der vil påvirke bredden og højden af svejsningen perle, indtrængning af svejsningen og mængden af sprøjt.
Stick svejsning er billig sammenlignet med andre metoder såsom TIG. Den er bærbar og arbejder med enhver tykkelse og i enhver position.
den største ulempe er slaggen skabt under svejseprocessen sammen med langsommere hastigheder (medmindre du er højtuddannet).
SMAV lysbuesvejsning
Stavsvejsning tager sit’ navn fra formen af Metalbuesvejsning ” > elektroden, der ligner en pind. Det kan bruges til at svejse mange typer metaller, herunder stål, rustfrit stål og støbejern.
Stick svejsemaskiner giver konstant strøm (CC) ved hjælp af jævnstrøm (DC) eller vekselstrøm (AC). Jævnstrøm fungerer i forskellige retninger baseret på polariteten. Vekselstrøm skifter mellem retninger.
strøm i det elektriske kredsløb, der bruges til at drive svejsningen, måles i ampere. Mere strøm eller strømstyrke er nødvendig til svejsning af tykkere metaller eller elektroder.

SMAV lysbuesvejsning bruges primært til svejsning af jern og stål.
det kan bruges i alle positioner:
- flad
- lodret
- vandret
- Overhead
proces
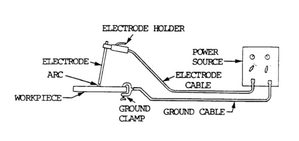
SMAV lysbuesvejsning (stavsvejsning) bruger lysbuevarmen til at smelte uædle metaller og spidsen af en forbrugselektrode. Elektroden og uædle metaller er en del af et elektrisk kredsløb eller svejsekredsløb.
dette kredsløb omfatter;
- strømkilde
- svejsekabler
- elektrodeholder
- jordklemme
- arbejdet eller uædle metaller
- Lysbuesvejselektrode
et kabel er fastgjort til arbejdet og det andet til elektrodeholderen.
svejsning starter, når en bue rammes mellem elektrodens spids og uædle metaller.
varmen smelter spidsen og overfladen af arbejdet.
små kugler af smeltet metalform på elektrodespidsen overføres derefter gennem buen til den smeltede pool.
fyldstof deponeres, når elektroden forbruges.
lysbuesvejsning, SMA, Stavsvejsning lysbuen bevæges ved en:
- passende bue længde (ca. svarende til elektrodediameteren)
- passende kørehastighed
til gengæld smelter og smelter en del af uædle metaller og tilføjer fyldstof.
SMA-buen er ekstremt varm (temperaturer på over 9000 liter (5000 liter) i midten), smeltning sker næsten øjeblikkeligt, når buen berører metallet.
for svejsninger lavet i flad eller vandret position, er metal overførsel hjulpet af:
- tyngdekraft
- gasudvidelse
- elektriske kræfter
- overfladespænding
svejsninger i andre positioner skal overvinde tyngdekraften.
Gravity
i svejsninger uden position er uædle metaller ikke i stand til at tilbageholde meget smeltet metal i krateret. Mindre elektroder, lavere strømstyrker og lavere buelængder bør anvendes.
gasudvidelse
gasser produceres ved smeltning af elektrodebelægningen og udvides på grund af varmen fra den kogende elektrodespids.
belægningen strækker sig lidt ud over elektrodens metalspids og styrer retningen for gasudvidelse. Dette hjælper med at lede det smeltede metal ind i svejsemetalpoolen.
elektromagnetiske kræfter (lysbue eller lysbue)
spidsen er en elektrisk leder, og det samme er den smeltede kuglespray ved spidsen, så kuglesprayen ændres af magnetiske kræfter, der virker ved 90 grader (sidelæns i de fleste tilfælde) i retning af strømstrømmen.
Dette er nyttigt i vandret, lodret og overliggende position svejsning.
stænger med højere trækstyrke har en højere tendens til bueslag.
placeringen af jordkablet kan have en stor effekt på disse kræfter
overfladespænding
kraften, der holder fyldstofmetal og slagge i kontakt med smeltet uædle metaller i krateret, er overfladespænding.
det hjælper med at bevare smeltet metal i vandret, lodret og overliggende svejsning og bestemmer formen på svejsekonturer.

variabler
svejsningens egenskaber (størrelse på perle og penetration) kan styres ved hjælp af en elektrisk og elektronisk enhed. div justering af følgende variabler ved svejsning:
- størrelse og type elektrode
- strømstyrke (ændret på stavsvejsemaskinen)
- hastighed, som du bevæger elektroden langs leddet, der svejses (kaldet kørehastigheden)
- buelængde (afstand mellem metallet og elektrodens spids). En tommelfingerregel er at bruge en buelængde svarende til diameteren af kernetråden inde i elektroden.
- Elektrodevinkel
- vinkelret (90 grader) muliggør mest penetration
- 45 grader svarer til mindre penetration
- Svejsebredde styret af elektrodens bevægelse
- Polaritetskontrol (retningen den elektriske strøm strømmer) ved brug af DC eller likestrøm
fordele& ulemper ved buesvejsning
fordele
SMA-eller stavsvejsning kræver grundlæggende udstyr og egner sig til feltarbejde, fordi det er ekstremt bærbart.
- omkostningerne er 30% til 50% af andre svejsemetoder
- Letvægtsudstyr
- mange typer tilgængelige elektroder
- god i trange rum
- rengøring af metaloverflade før svejsning ikke så streng som andre metoder såsom TIG
ulemper
- behov for at fjerne slagge efter svejsning. Indfangning af slagge også er et problem i SMA danner indeslutninger, som skal fjernes.
- ubrugte elektrodestubber – har brug for at stoppe svejsningen, når du når de sidste 2 tommer af elektroden
- sprøjt
- langsom relativ hastighed af SMA.
- rensning af sprøjt og fjernelse af slagger arbejdskrævende
- skaber flere gnister og varme end andre svejsemetoder
- flisning og slibning afsluttede svejsninger giver os skadeligt støv
- behov for at stoppe under svejseprocessen for at udskifte brugt elektrode og chip væk slagge
sprøjt og ubrugte elektrodestubber tegner sig for ca. 44 procent af forbrugte elektroder.