mi az SMAW?
árnyékolt fém ívhegesztés (SMAW), más néven pálcahegesztés, egy kézi eljárás, amely fluxussal bevont fogyóelektródot használ, amelynek magjában fémrúd található.
A váltakozó áram vagy egyenáram ívet képez az elektróda között, és az alapfém létrehozza a szükséges hőt. Az Egyesült Államokban ez a leggyakoribb módszer.
a fluxus bevonat szétesik és gőzöket bocsát ki, amelyek árnyékoló gázként szolgálnak, és védőréteget biztosítanak a salakból.
mindkettő védi a hegesztési területet a légköri szennyeződéstől. Amint az elektróda belsejében lévő fémrúd megolvad, olvadt medencét képez, amely hegesztéssé válik.
a hegesztő számos változót vezérelhet, amelyek befolyásolják a hegesztési gyöngy szélességét és magasságát, a hegesztés behatolását és a fröccsenés mennyiségét.
a Bothegesztés olcsó, összehasonlítva más módszerekkel, például a TIG-vel. Hordozható és bármilyen Vastagsággal és bármilyen helyzetben működik.
a fő hátránya a hegesztési folyamat során keletkező salak, valamint a lassabb sebesség (kivéve, ha magasan képzett).
SMAW ívhegesztés
Stick hegesztés veszi a ” nevét az alakja az elektróda, amely úgy néz ki, mint egy bot. Sokféle fém hegesztésére használható, beleértve az acélt, a rozsdamentes acélt és az öntöttvasat.
a Bothegesztő gépek állandó áramot (CC) biztosítanak egyenáram (DC) vagy váltakozó áram (AC) használatával. Az egyenáram a polaritás alapján különböző irányokban működik. Váltakozó áram kapcsolók az irányok között.
a hegesztéshez használt elektromos áramkörben a teljesítményt amperben mérik. Nagyobb áram vagy áramerősség szükséges a vastagabb fémek vagy elektródák hegesztéséhez.

a SMAW ívhegesztést elsősorban vas és acél hegesztésére használják.
minden helyzetben használható:
- lapos
- függőleges
- vízszintes
- felső
folyamat
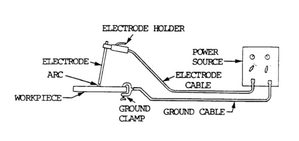
a SMAW ívhegesztés (bothegesztés) az ívhőt használja a fogyóelektród nemesfémének és hegyének megolvasztására. Az elektróda és a nemesfém egy elektromos áramkör vagy hegesztő áramkör részét képezik.
Ez az áramkör magában foglalja;
- áramforrás
- Hegesztőkábelek
- Elektródatartó
- földi bilincs
- a munka vagy nemesfém
- ívhegesztő elektróda
az egyik kábel a munkához, a másik az elektródatartóhoz van csatlakoztatva.
a hegesztés akkor kezdődik, amikor egy ívet ütnek az elektróda csúcsa és a nem nemesfém közé.
a hő megolvasztja a munka csúcsát és felületét.
az elektróda csúcsán apró olvadt fémgömbök képződnek, majd az íven keresztül átjutnak az olvadt medencébe.
töltőanyag lerakódik az elektróda elfogyasztásakor.
az ívhegesztés, SMAW, Stick hegesztés ív van mozgatva egy:
- megfelelő ívhossz (kb.
- megfelelő utazási sebesség
viszont, olvadás és olvasztás egy részét a nemesfém és hozzátéve töltőanyag.
a SMAW ív rendkívül forró (a hőmérséklete meghaladja a 9000-et))), az olvadás szinte azonnal megtörténik, amikor az ív megérinti a fémet.
lapos vagy vízszintes helyzetben készült hegesztések esetén a fémátadást a következők segítik:
- gravitáció
- gáz terjeszkedés
- elektromos erők
- felületi feszültség
hegesztések más helyzetben kell leküzdeni a gravitációt.
gravitáció
a nem nemesfém nem képes megtartani sok olvadt fémet a kráterben. Kisebb elektródákat, kisebb áramerősségeket és kisebb ívhosszúságokat kell használni.
Gáztágulás
a gázokat az elektródabevonat megolvasztásával állítják elő, és a forrásban lévő elektródcsúcs hője miatt tágulnak.
a bevonat kissé túlnyúlik az elektróda fémcsúcsán, és szabályozza a gáztágulás irányát. Ez segít az olvadt fémnek a hegesztési fémmedencébe történő irányításában.
elektromágneses erők (ívmozgás vagy ívfújás)
a csúcs elektromos vezető, így az olvadt gömbpermet is a csúcson van, így a gömbpermetet 90 fokos mágneses erők változtatják meg (a legtöbb esetben oldalirányban) az áramáramlás irányába.
Ez hasznos a vízszintes, függőleges és felső pozíció hegesztés.
a nagyobb szakítószilárdságú rudak nagyobb hajlamot mutatnak az ívfúvásra.
a földkábel elhelyezése jelentős hatással lehet ezekre az erőkre
felületi feszültség
a töltőfém és a salak olvadt nemesfémmel való érintkezését a kráterben tartó erő felületi feszültség.
segít megtartani az olvadt fémet vízszintes, függőleges és felső hegesztésben, és meghatározza a hegesztési kontúrok alakját.

változók
a hegesztés jellemzői (A gyöngy mérete és a penetráció) a hegesztés jellemzői a következő változók beállítása hegesztéskor:
- az elektróda mérete és típusa
- áramerősség (megváltozott a bothegesztőgépen)
- sebesség, amellyel az elektródát a hegesztett kötés mentén mozgatja (az úgynevezett utazási sebesség)
- ívhossz (a fém és az elektróda csúcsa közötti távolság). A hüvelykujjszabály az ívhossz használata, amely megegyezik az elektróda belsejében lévő maghuzal átmérőjével.
- elektróda szög
- merőleges (90 fok) lehetővé teszi a legtöbb penetráció
- 45 fok megegyezik a kisebb penetráció
- hegesztési szélesség által vezérelt side to side mozgás az elektróda
- polaritás szabályozás (az irányt az elektromos áram folyik), ha DC vagy egyenáram
előnyök& hátrányai a ívhegesztés
előnyök
a smaw vagy a bothegesztés alapvető felszerelést igényel, és terepmunkára alkalmas, mert rendkívül hordozható.
- költség 30% – 50% egyéb hegesztési módszerek
- könnyű berendezések
- sok típusú rendelkezésre álló elektródák
- jó szűk helyeken
- Tisztítás fémfelület hegesztés előtt nem olyan szigorú, mint más módszerek, mint a TIG
hátrányok
- el kell távolítani salak hegesztés után. A salak befogása szintén problémát jelent a SMAW képző zárványokban, amelyeket el kell távolítani.
- fel nem használt elektródacsonkok – le kell állítani a hegesztést, amikor eléri az elektróda utolsó 2 hüvelykét
- Fröcskölés
- lassú relatív sebessége SMAW.
- fröcskölt razzia és salak eltávolítása munkaigényes
- teremt több szikra és a hő, mint más hegesztési módszerek
- forgácsolás és csiszolás befejezett hegesztések ad nekünk káros por
- le kell állítani a hegesztési folyamat során, hogy cserélje ki a használt elektróda és a chip el salak
fröcsköl és a fel nem használt elektródacsonkok figyelembe kb. Az elfogyasztott elektródák 44 százaléka.