Tartalomjegyzék
mi az öntés
a folyékony fémet öntik egy öntőüregbe, amely megfelel az alkatrész alakjának és méretének. A gyártási módszert, amely arra vár, hogy lehűljön és megszilárduljon, hogy megkapja a vakot vagy részt, általában fém folyadékképzésnek vagy öntésnek nevezik.
technológiai folyamat: folyékony fém a .. tömés a megszilárdulási zsugorodás a folyamat jellemzői:
folyamat jellemzői:
- bármilyen bonyolult alakú alkatrészt képes előállítani, különösen azok, amelyek bonyolult belső üreg alakúak.
- erős alkalmazkodóképesség, korlátlan ötvözet típusok és szinte korlátlan öntési méret.
- széles anyagforrás, a hulladék újraolvasztható, és a berendezések beruházása alacsony.
- magas hulladék aránya, alacsony felületi minőség és rossz munkakörülmények.
10 típusú öntési folyamat
1 ++ homoköntés

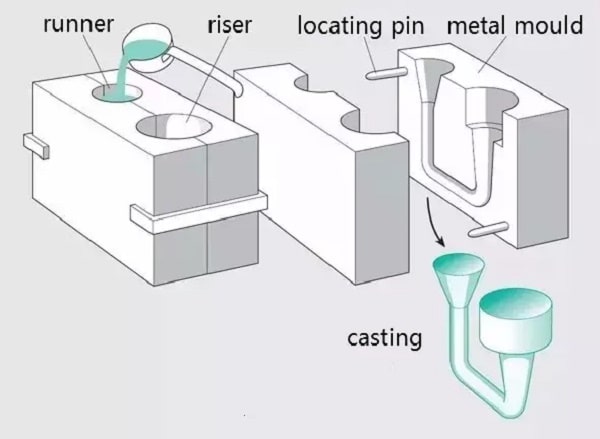
mi a homoköntés
öntési módszer öntvények homokformában történő előállítására. Az acél, a vas és a legtöbb színesfém ötvözet öntvény homoköntéssel állítható elő.
technológiai folyamat:
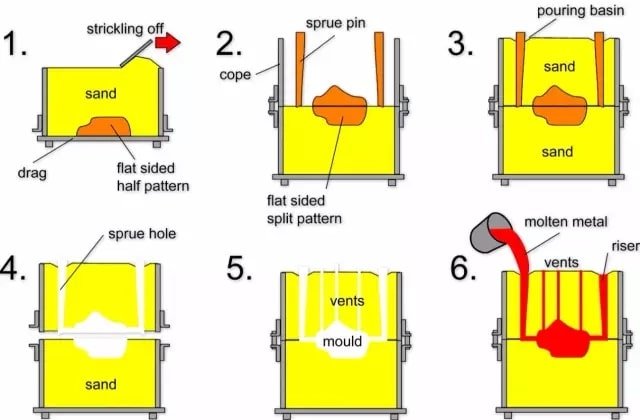
homoköntési folyamat
műszaki jellemzők:
- alkalmas összetett formájú üregek készítésére, különösen összetett belső üreggel;
- széles alkalmazkodóképesség és alacsony költség;
- egyes gyenge plaszticitású anyagok, például öntöttvas esetében a homoköntés az egyetlen formázási folyamat alkatrészeinek vagy üres részeinek gyártásához.
Alkalmazások: Autóipari motorblokk, hengerfej, főtengely és egyéb öntvények
2 db befektetési öntvény

mi a befektetési öntvény
egyfajta öntési módszer, amely általában arra utal, hogy olvadó anyagokban mintákat készítenek, a minta felületét több réteg tűzálló anyaggal borítják, majd a mintát kiolvasztják a formahéjból, hogy elválasztó felület nélküli formát kapjanak, amelyet magas sütés után meg lehet tölteni temperature.
Technological process:
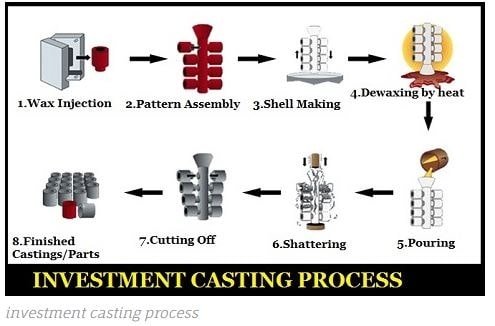
Investment Casting Process
Advantages:
- High dimensional accuracy and geometric accuracy;
- High surface roughness;
- 3. It cancast complex castings, and cast alloys are not restricted.
Disadvantages: complicated procedures and high cost
Applications:
alkalmas összetett formájú, nagy pontosságú vagy más, nehezen elvégezhető feldolgozásra, például turbinamotor lapátokra.
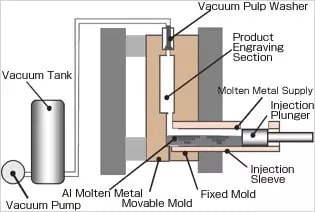
mi az a die casting

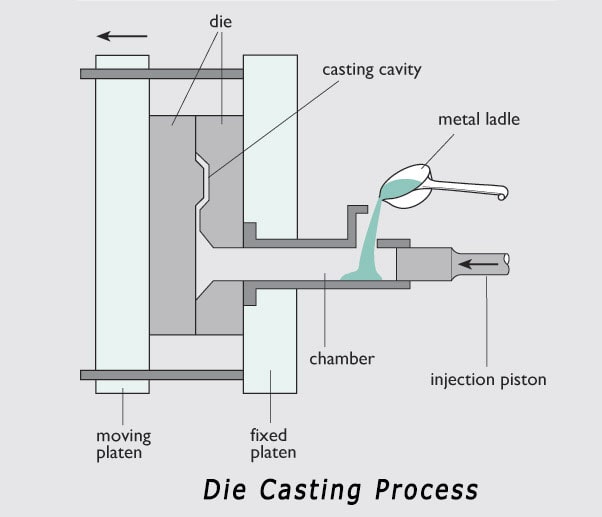
mi az a die casting
a nagynyomású fém folyadék préselt egy precíziós fém penész üreg nagy sebességgel, és a fém folyadék lehűtjük és megszilárdult nyomás alatt alkotnak öntvény.
technológiai folyamat:
előnyök:
- a fémfolyadék nagy nyomásnak van kitéve, ésaz öntés során az áramlási sebesség gyors.
- jó termékminőség, stabil méret és jó cserélhetőség.
- a magas termelési hatékonyság és az öntőformák sokszor használhatók.
- alkalmas tömegtermelésre, jó gazdasági előnyökkel.
hátrányok:
- az öntvény hajlamos finom pórusokat és zsugorodást produkálni.
- a présöntvény alkatrészek alacsony plaszticitással rendelkeznek, és nem működhetnek ütközési terhelés és rezgés alatt.
- magas olvadáspontú ötvözet öntésekor a penész élettartama alacsony, ami befolyásolja a présöntés termelésének bővülését.
alkalmazások: az öntvényeket először az autóiparban és a műszeriparban alkalmazták, majd fokozatosan kiterjesztették a különböző iparágakra, mint például a mezőgazdasági gépek, a szerszámgépipar, az elektronikai ipar, a Nemzetvédelmi ipar, a számítógépek, az orvosi berendezések, az órák, a kamerák és a napi hardver.
lacsony nyomású öntés

mi az alacsony nyomású öntés
utal a folyékony fém előállításának módja töltse ki az öntőformát alacsony nyomás alatt (0,02 – 0,06 MPa), és nyomás alatt kristályosodjon, hogy öntést képezzen.
technológiai folyamat:
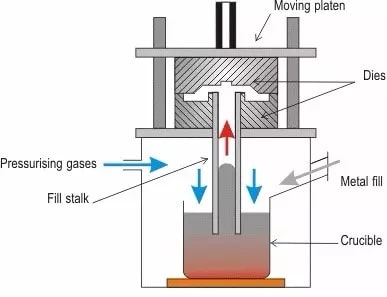
műszaki jellemzők:
- a nyomás és a sebesség az öntés során beállítható, így különböző öntőformákra (például fémformákra és homokformákra) alkalmazható, különböző ötvözetek és különböző méretű öntvények öntésével.
- Bottom-injection töltés elfogadott, a töltés fém folyadék stabil, és nincs splash jelenség, amely elkerülhető a gáz bevonása és az erózió a formázó fal és a mag, ami javítja a minősítési Arány öntvények.
- az öntvény nyomás alatt kristályosodik. Az öntvény sűrű szerkezetű, világos körvonalú, sima felületű, magas mechanikai tulajdonságokkal rendelkezik. Különösen előnyös nagy vékonyfalú alkatrészek öntéséhez.
- megszünteti annak szükségességét, hogy töltse fel a felszálló és növeli a fém hasznosítási arány 90-98%.
- alacsony munkaerő-intenzitás, jó munkakörülmények, egyszerű berendezések, könnyen megvalósítható gépesítés és automatizálás.
alkalmazás: főleg hagyományos termékekben használják (hengerfej, agy, hengerkeret stb.).
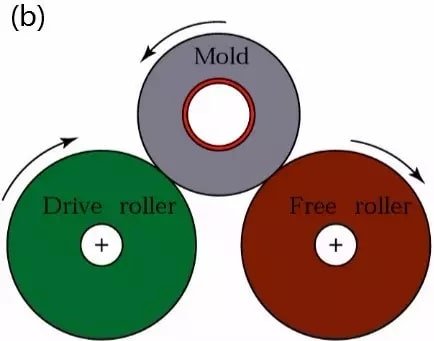
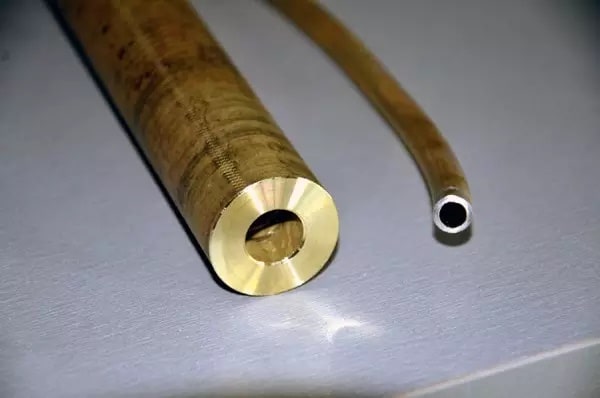
(5)Centrifugal casting

What is centrifugal casting
It is a casting method in which molten metal is poured into a rotating mold, and the mold is filled and solidified under the action of centrifugal force.
Technological process:
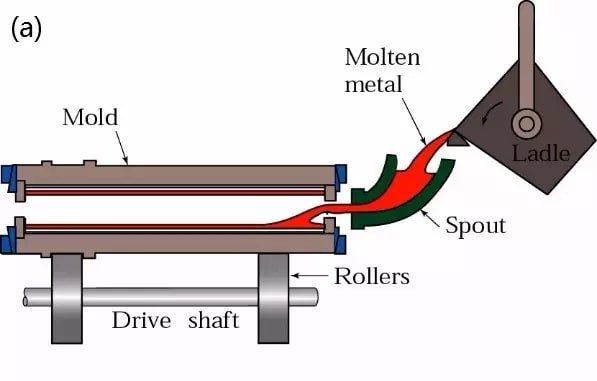
Advantages:
- az öntőrendszerben és a felszálló rendszerben szinte nincs fémfogyasztás, ami javítja a folyamat hozamát.
- a mag elhagyható üreges öntvények gyártásakor, így a fém töltési képessége jelentősen javítható hosszú cső alakú öntvények gyártásakor.
- az öntvény nagy sűrűségű, kevés hiba, például pórusok és salak befogadás, és magas mechanikai tulajdonságok.
- könnyű gyártani kompozit fém öntvények hordók és hüvelyek.
hátrányok:
- vannak bizonyos korlátozások, ha használják a termelés specialshaped öntvények.
- az öntvény belső furatának átmérője nem pontos, a belső furat felülete durva, a minőség gyenge, a megmunkálási ráhagyás nagy.
- az öntvény hajlamos a fajsúlyos szegregációra.
Alkalmazások:
centrifugális öntést használtak először öntött csövek előállítására. Itthon és külföldön a kohászat, a bányászat, a szállítás, az öntözés és a vízelvezető gépek, a repülés, a honvédelem, az autóipar és más iparágak centrifugális öntési eljárásokat alkalmaztak acél, vas és színesfém szénötvözet öntvények előállítására. Ezek közül a centrifugális öntöttvas csövek, a belső égésű motorhenger bélések és a tengelyhüvelyek gyártása a leggyakoribb.
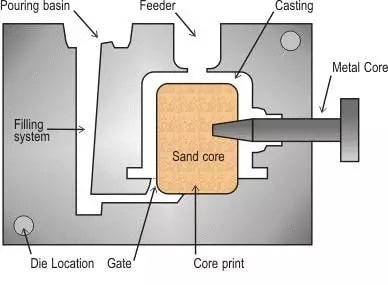
6 db gravitációs öntés

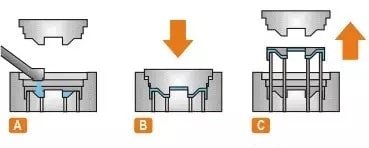
mi a gravitációs öntés
arra utal, hogy olyan öntési eljáráshoz, amelyben a folyékony fémet a gravitáció hatására fémformával töltik meg, majd lehűtik és megszilárdulnak az öntőformában, hogy öntést kapjanak.
technológiai folyamat:
előnyök:
- a fémforma nagy hővezető képességgel és hőteljesítménnyel rendelkezik, gyors hűtési sebesség, sűrű öntvényszerkezet, mechanikai tulajdonságai pedig körülbelül 15% – kal magasabbak, mint a homoköntésnél.
- nagyobb méretpontosságú és alacsonyabb felületi érdességű öntvényeket kaphat, és jó minőségű stabilitással rendelkezik.
- mivel a homokmagot nem használják és ritkán használják, a környezet javul, a por és a káros gázok csökkennek, és a munkaerő intenzitása csökken.
hátrányok:
- maga a fémforma nem lélegző, és bizonyos intézkedéseket kell tenni az üregben lévő homokmag által generált levegő és levegő evakuálására.
- a fémformának nincs engedménye, és repedések könnyen előfordulhatnak, amikor az öntvény megszilárdul.
- a fémformák hosszabb gyártási ciklussal és magasabb költséggel rendelkeznek.Ezért a jó gazdasági hatások csak tömeggyártással mutathatók ki.
Alkalmazások:
a fémöntés alkalmas színesfém ötvözetek, például összetett formájú alumíniumötvözetek és magnéziumötvözetek, valamint vas-és acélöntvények és öntvények nagyüzemi gyártására.
7 ++ vákuum öntés

mi a vákuum öntés
egy fejlett szerszám-öntési eljárás, amely javítja az öntőalkatrészek mechanikai tulajdonságait és felületi minőségét azáltal, hogy eltávolítja vagy jelentősen csökkenti a pórusokat és az oldott gázokat az öntőalkatrészben azáltal, hogy kivonja a gázt az öntőformaüregben a présöntési folyamat során.
technológiai folyamat:
előnyök:
- ez megszünteti vagy csökkenti a levegő lyukak belsejében öntés, javítja a mechanikai tulajdonságok a présöntvény felületi minősége, valamint a bevonat teljesítménye.
- az üreg ellennyomásának csökkentése érdekében alacsonyabb fajlagos nyomás és gyenge öntési teljesítményű ötvözet használható. Lehetőség van nagyobb öntvények öntésére kis gépekkel.
- javította a töltési feltételeket, vékonyabb öntvényeket önthet.
hátrányok:
- a penész tömítő szerkezet bonyolult, így a telepítés nehéz, így a költségek magasak.
- ha a vákuum öntési módszert nem megfelelően szabályozzák, a hatás nem lesz nagyon jelentős.

mi az présöntés
Ez egy módszer a folyékony vagy félszilárd fém nagy nyomás alatt történő megszilárdulására és az áramló alakításra, hogy közvetlenül megkapja a terméket vagy a vakot. Előnye a folyékony fém magas felhasználási aránya, az egyszerűsített folyamat és a stabil minőség. Ez egy energiatakarékos fémformázó technológia, amely potenciális alkalmazási kilátásokkal rendelkezik.
technológiai folyamat:
közvetlen préselő öntés: Spray festék, öntött ötvözet, penész szorító, nyomás, nyomástartó, nyomáscsökkentő, penész elválasztás, üres bontás és visszaállítás.
közvetett présöntés: permetező bevonat, öntőforma befogása, etetés, töltés, nyomástartás, nyomástartás, nyomáscsökkentés, elválás, üres bontás, alaphelyzetbe állítás.
műszaki jellemzők:
- megszünteti a belső pórusokat, zsugorodást ésegyéb hibák.
- alacsony felületi érdesség és nagy méretpontosság.
- megakadályozhatja az öntési repedések előfordulását.
- könnyen megvalósítható gépesítés és automatizálás.
alkalmazás: különböző típusú ötvözetek, például alumíniumötvözet, cinkötvözet, rézötvözet, gömbgrafitos öntöttvas stb.
9 veszteséges haböntés

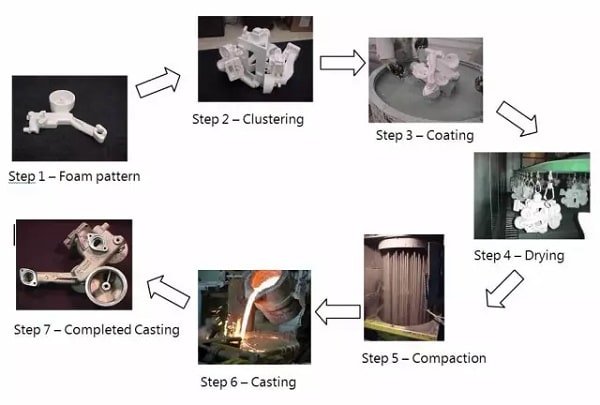
mi az elveszett haböntés (más néven szilárd öntés)
Ez egy új öntési módszer, amely paraffin vagy hab modellek kombinációja hasonló az öntvény méretéhez és alakjához, hogy modellfürtöt képezzen. A tűzálló bevonat fogmosása és szárítása után száraz kvarc homokba temetik, hogy rezegjen. A modell elpárologtatásához negatív nyomás alatt öntve a folyékony fém elfoglalja a modell helyzetét, és megszilárdulás és hűtés után képződik.
a Technológiai folyamat:
Pre-habzó → Habzó fröccsöntés → Dip bevonat → Szárítás → Modellezés → Szakadó → Tartozó, sand → Tisztítás
Technikai jellemzők:
- precíziós öntés, a homok mag, csökkenti a feldolgozási idő.
- nincs elválasztó felület, rugalmas kialakítás és nagyfokú szabadság.
- tiszta termelés szennyezés nélkül.
- a beruházási és termelési költségek csökkentése.
Alkalmazások:
alkalmas különböző méretű, összetett szerkezetű precíziós öntvények gyártására. Az ötvözetek típusaira és a gyártási tételekre nincs korlátozás. Mint például a szürke öntöttvas motor doboz, magas mangán acél könyök és így tovább.
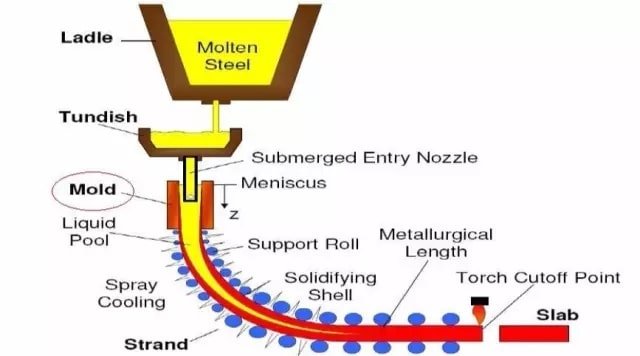
10 ++ folyamatos casting
mi a folyamatos casting
egy fejlett öntési módszer. Elve az, hogy folyamatosan öntse az olvadt fémet egy speciális fémformába, amelyet kristályosítónak neveznek. A megszilárdult (kérges) öntést folyamatosan kihúzzák a forma másik végéből, és bármilyen hosszúságot vagy meghatározott hosszúságú öntést kaphat.
technológiai folyamat:
műszaki jellemzők:
- mivel a fém gyorsan lehűl, a kristályok sűrűek, a szerkezet egyenletes, mechanikai tulajdonságai jók.
- fém mentése és a hozam javítása.
- egyszerűsített eljárások, kiküszöbölve a modellezést és más eljárásokat, ezáltal csökkentve a munkaerő intenzitását és jelentősen csökkentve a szükséges termelési területet.
- a Continualcasting termelés könnyen megvalósítható gépesítés és automatizálás és a termelés hatékonyságának javítása.
Alkalmazások:
a folyamatos öntés acél, vas, rézötvözetek, alumíniumötvözetek, magnéziumötvözetek és más hosszú öntvények öntésére használható, állandó keresztmetszetű alakzatokkal, mint pl.
szeretne árajánlatot kapni szakértő mérnökeinktől?
ne hagyja ki ezt a lehetőséget, hogy ingyenes és legjobb tanácsokat kapjon a terület szakértőitől.