Sommario
Cos’è la fusione
Il metallo liquido viene versato in una cavità dello stampo che corrisponde alla forma e alle dimensioni della parte. Il metodo di produzione che attende che si raffreddi e si solidifichi per ottenere il bianco o la parte è solitamente chiamato formatura o fusione di liquidi metallici.
Processo tecnologico: liquid metal → filling → solidification shrinkage → casting
Caratteristiche del processo:
- Può produrre parti con forma, particolarmente quelli con la forma interna complicata della cavità.
- Forte adattabilità, tipi di lega illimitati e dimensioni di fusione quasi illimitate.
- Ampia fonte di materiali, i rifiuti possono essere rifusi e gli investimenti in attrezzature sono bassi.
- Alto tasso di scarto, bassa qualità della superficie e cattive condizioni di lavoro.
10 tipi di processo di fusione
(1)La colata di sabbia

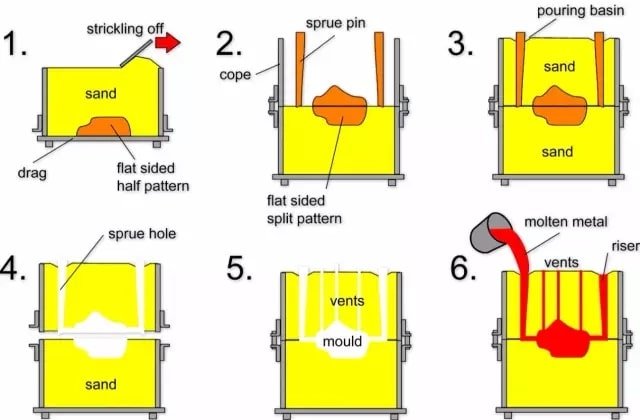
che Cosa è la colata di sabbia
Un metodo di colata per la produzione di getti in uno stampo di sabbia. L’acciaio, il ferro e la maggior parte dei getti in lega non ferrosa possono essere ottenuti mediante colata in sabbia.
Processo tecnologico:
Sabbia processo di fusione
caratteristiche Tecniche:
- Adatto per fare gli spazi con forme complesse, in particolare con il complesso interno della cavità;
- Ampia adattabilità e a basso costo;
- Per alcuni materiali con scarsa plasticità, come la ghisa, colata in sabbia è l’unico processo di stampaggio per la produzione di sue parti o degli spazi.
Applicazioni: Automotive blocco motore, testata, albero motore e altri getti
(2)La colata di investimento

che Cosa è la colata di investimento
Una sorta di metodo di colata che si riferisce di solito a fare modelli in fusibile di materiali, che copre la superficie del modello con diversi strati di materiali refrattari, e poi la fusione il modello di stampo shell per ottenere uno stampo senza una superficie di separazione, che può essere riempito dopo la cottura ad alte temperature.
Technological process:
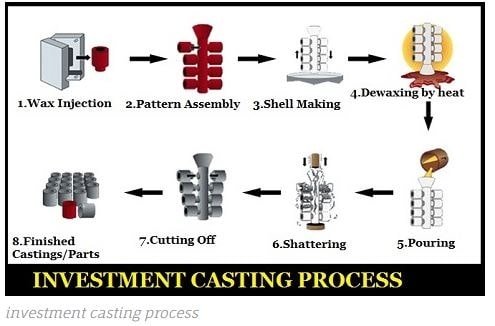
Investment Casting Process
Advantages:
- High dimensional accuracy and geometric accuracy;
- High surface roughness;
- 3. It cancast complex castings, and cast alloys are not restricted.
Disadvantages: complicated procedures and high cost
Applications:
È adatto per la produzione di piccole parti con forme complesse, requisiti di alta precisione o altre lavorazioni difficili da eseguire, come le pale del motore a turbina.
(3)Die casting

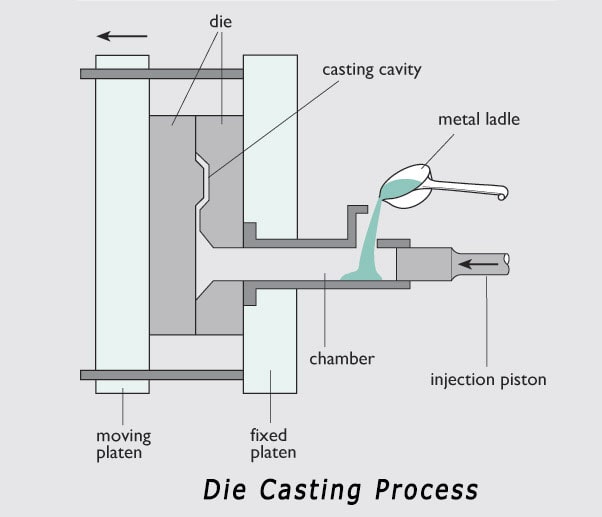
che Cosa è la pressofusione
L’alta pressione del metallo liquido viene premuto in un metallo di precisione cavità dello stampo ad alta velocità, e il metallo liquido viene raffreddato e solidificato sotto pressione per formare un casting.
Processo tecnologico:
Vantaggi:
- Il metallo liquido viene sottoposto ad alta pressione e portata avanti durante la pressofusione.
- Buona qualità del prodotto, dimensione stabile e buona intercambiabilità.
- L’alta efficienza di produzione e le muffe della pressofusione possono essere usate per molte volte.
- È adatto a fabbricazione in serie con i buoni benefici economici.
Svantaggi:
- La colata è incline a produrre pori fini e restringimento.
- Le parti di pressofusione hanno bassa plasticità e non dovrebbero funzionare sotto carico di impatto e vibrazioni.
- Quando la pressofusione di lega ad alto punto di fusione, la vita dello stampo è bassa, il che influisce sull’espansione della produzione di pressofusione.
Applicazioni: Le pressofusioni sono state applicate per la prima volta nell’industria automobilistica e nell’industria degli strumenti, e poi gradualmente estese a varie industrie, come macchine agricole, industria delle macchine utensili, industria elettronica, industria della difesa nazionale, computer, attrezzature mediche, orologi, fotocamere e hardware quotidiano.
(4)Fusione a bassa pressione

che Cosa è la fusione a bassa pressione
si Riferisce al metodo di produzione di metallo liquido e riempire uno stampo di sotto di una bassa pressione (0.02 – 0.06 MPa) e cristallizzare sotto pressione per formare un casting.
il processo Tecnologico:
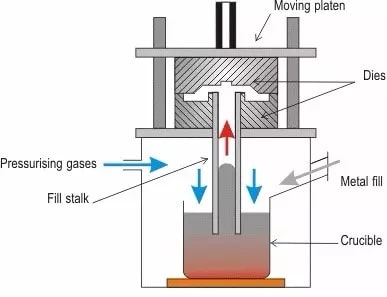
caratteristiche Tecniche:
- La pressione e la velocità durante il versamento possono essere regolate, quindi possono essere applicate a vari stampi di fusione (come stampi metallici e stampi di sabbia), fondendo varie leghe e getti di varie dimensioni.
- Viene adottato il riempimento a iniezione inferiore, il riempimento del liquido metallico è stabile e non vi è alcun fenomeno di spruzzatura, che può evitare il coinvolgimento del gas e l’erosione della parete di stampaggio e del nucleo, che migliora il tasso di qualificazione dei getti.
- La colata cristallizza sotto pressione. Il getto ha una struttura densa, un contorno chiaro, una superficie liscia e elevate proprietà meccaniche. È particolarmente utile per la fusione di grandi parti a parete sottile.
- Eliminare la necessità di riempire il riser e aumentare il tasso di utilizzo del metallo al 90-98%.
- Bassa intensità di lavoro, buone condizioni di lavoro, attrezzature semplici, facile da realizzare meccanizzazione e automazione.
Applicazione: utilizzato principalmente in prodotti tradizionali (testata, mozzo, telaio del cilindro,ecc.).
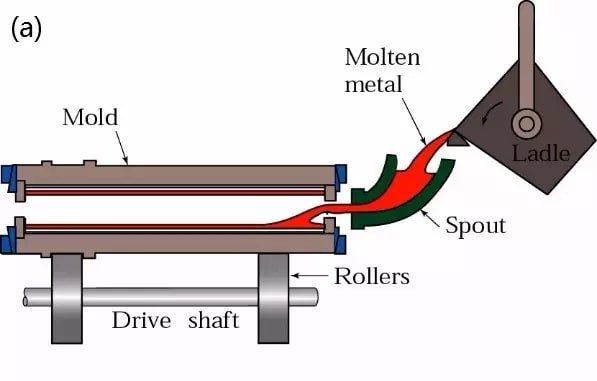
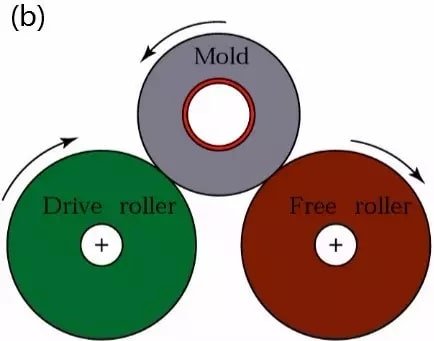
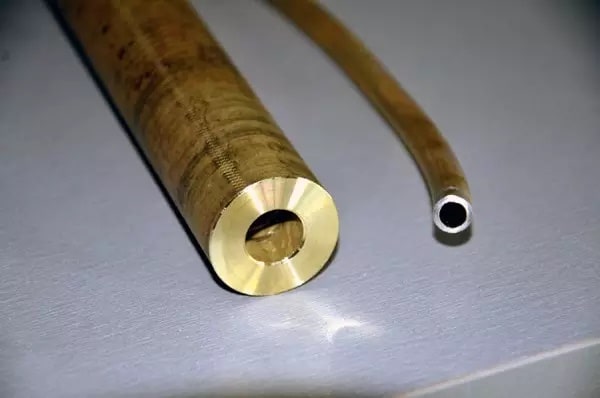
(5)Centrifugal casting

What is centrifugal casting
It is a casting method in which molten metal is poured into a rotating mold, and the mold is filled and solidified under the action of centrifugal force.
Technological process:
Advantages:
- Non c’è quasi nessun consumo di metallo nel sistema di colata e nel sistema di riser, che migliora la resa del processo.
- Il nucleo può essere omesso quando si producono getti cavi, quindi la capacità di riempimento del metallo può essere notevolmente migliorata quando si producono getti tubolari lunghi.
- La colata ha alta densità, pochi difetti quali i pori e l’inclusione delle scorie ed alte proprietà meccaniche.
- È facile produrre getti di metallo composito di barili e manicotti.
Svantaggi:
- Ci sono alcune limitazioni quando vengono utilizzati nella produzione di speciali getti sagomati.
- Il diametro del foro interno della colata non è preciso, la superficie del foro interno è ruvida, la qualità è scarsa e l’indennità di lavorazione è grande.
- Il casting è soggetto a segregazione di peso specifico.
Applicazioni:
La fusione centrifuga è stata utilizzata per la produzione di tubi in fusione. In patria e all’estero, la metallurgia, l’estrazione mineraria, il trasporto, l’irrigazione e il drenaggio, l’aviazione, la difesa nazionale, l’industria automobilistica e altre industrie hanno utilizzato processi di fusione centrifuga per produrre getti in acciaio, ferro e leghe di carbonio non ferrose. Tra questi, la produzione di tubi centrifughi in ghisa, rivestimenti dei cilindri del motore a combustione interna e manicotti dell’albero è la più comune.
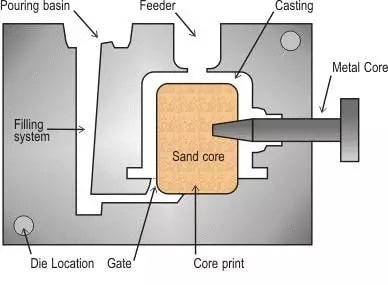
(6)Fusione in conchiglia

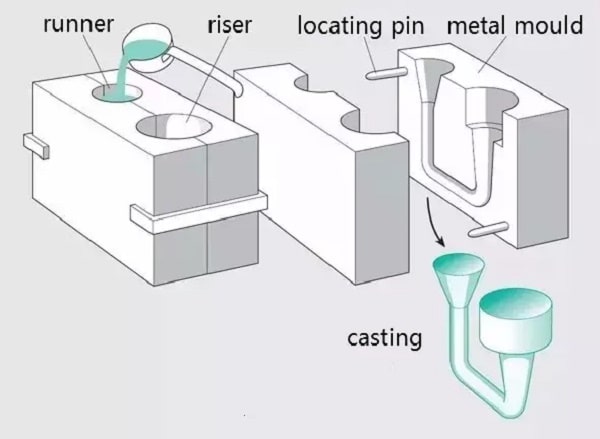
che Cosa è la gravità, pressofusione
Si riferisce ad un metodo di stampaggio in cui il metallo liquido viene riempito con uno stampo in metallo sotto l’azione della gravità e raffreddato e solidificato in stampo per ottenere un casting.
Processo tecnologico:
Vantaggi:
- stampo in metallo è grande conducibilità termica e capacità termica, raffreddamento rapido, la velocità, la densa struttura del getto, proprietà meccaniche e di circa il 15% superiore a quello della colata di sabbia.
- Può ottenere getti con maggiore precisione dimensionale e rugosità superficiale inferiore e ha una stabilità di buona qualità.
- Poiché il nucleo di sabbia non viene utilizzato e raramente utilizzato, l’ambiente viene migliorato, la polvere e i gas nocivi vengono ridotti e l’intensità del lavoro viene ridotta.
Svantaggi:
- Lo stampo metallico stesso non è traspirante e devono essere prese alcune misure per evacuare l’aria e l’aria generata dal nucleo di sabbia nella cavità.
- La muffa del metallo non ha concessione e le crepe sono facili da accadere quando la colata è solidificata.
- Gli stampi in metallo hanno un ciclo di produzione più lungo e costi più elevati.Pertanto, i buoni effetti economici possono essere mostrati solo quando prodotti in serie.
Applicazioni:
La fusione di metalli è adatta per la produzione su larga scala di getti in lega non ferrosa come leghe di alluminio e leghe di magnesio con forme complesse, nonché getti di ferro e acciaio e lingotti.
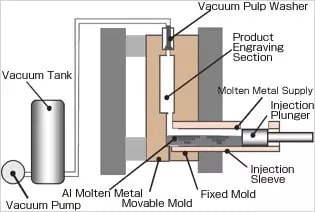
(7)Vuoto pressofusione

che Cosa è vuoto pressofusione
Un avanzato pressofusione processo che migliora le proprietà meccaniche e la qualità della superficie del die-parti di fusione, eliminando o riducendo in modo significativo i pori e gas disciolti nel pressofusione parte dall’estrazione di gas in pressofusione di cavità dello stampo durante il procedimento di pressofusione.
Processo tecnologico:
Vantaggi:
- Si può eliminare o ridurre i fori per l’aria all’interno della pressofusione, migliorare le proprietà meccaniche e la qualità della superficie del die castingas così come la placcatura di prestazioni.
- Per ridurre la contropressione della cavità, è possibile utilizzare una pressione specifica inferiore e una lega con scarse prestazioni di fusione. È possibile pressofusione getti più grandi con piccole macchine.
- Ha migliorato le condizioni di riempimento, può lanciare getti più sottili.
Svantaggi:
- La struttura di tenuta dello stampo è complicata, la produzione e l’installazione è difficile, quindi il costo è elevato.
- Se il metodo di pressofusione sotto vuoto non è controllato correttamente, l’effetto non sarà molto significativo.
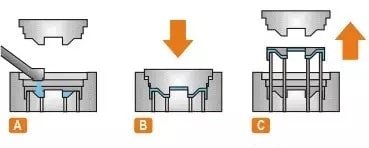
(8)Spremitura pressofusione

che Cosa è la spremitura pressofusione
si tratta di un metodo per la solidificazione del liquido o semi-metallo solido in condizioni di alta pressione e che scorre formando per ottenere direttamente il prodotto o il vuoto. Presenta i vantaggi dell’alto tasso di utilizzo del metallo liquido, del processo semplificato e della qualità stabile. È una tecnologia di formatura dei metalli a risparmio energetico con potenziali prospettive applicative.
il processo Tecnologico:
Diretta spremitura della pressofusione: vernice Spray, lega, chiusura stampo, di pressurizzazione, di pressione, di partecipazione, di sovrappressione, muffa di separazione, vuoto di estrazione e di ripristino.
Pressofusione indiretta: rivestimento a spruzzo, bloccaggio dello stampo, alimentazione, riempimento, pressurizzazione, tenuta di pressione, limitatore di pressione, separazione, demolizione in bianco, ripristino.
Caratteristiche tecniche:
- Può eliminare i pori interni, il restringimento ealtri difetti.
- Bassa rugosità superficiale e alta precisione dimensionale.
- Può impedire il verificarsi di crepe di fusione.
- Facile da realizzare meccanizzazione e automazione.
Applicazione: Può essere utilizzato per produrre vari tipi di leghe,come lega di alluminio, lega di zinco, lega di rame, ghisa nodulare, ecc.
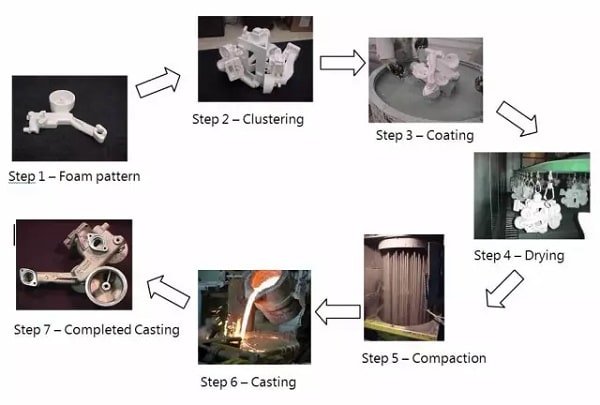
(9)Lost foam casting

che Cosa è perso in schiuma casting (noto anche come solido casting)
si tratta di un nuovo metodo di colata che una combinazione di paraffina o di schiuma di modelli simili la dimensione e la forma di fusione per formare un modello di cluster. Dopo aver spazzolato e asciugato il rivestimento refrattario, viene sepolto in sabbia di quarzo asciutta per vibrare. Versando sotto pressione negativa per vaporizzare il modello, il metallo liquido occupa la posizione del modello e si forma dopo la solidificazione e il raffreddamento.
il processo Tecnologico:
Pre-schiuma → formazione di Schiuma stampaggio → Dip coating → Asciugatura → Modellazione → Versando → Caduta di sabbia → Pulizia
caratteristiche Tecniche:
- Alta colata di precisione, non è di sabbia core, riducendo i tempi di elaborazione.
- Nessuna superficie di separazione, design flessibile e alto grado di libertà.
- Produzione pulita senza inquinamento.
- Ridurre i costi di investimento e di produzione.
Applicazioni:
È adatto per la produzione di varie dimensioni di getti di precisione con strutture complesse. Non ci sono restrizioni sui tipi di leghe e sui lotti di produzione. Come la scatola del motore in ghisa grigia, l’alto gomito in acciaio al manganese e così via.
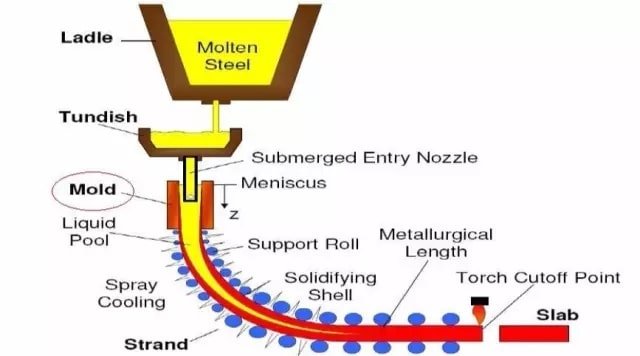
(di 10)Continuo casting
che Cosa è continuo casting
si tratta di un avanzato metodo di colata. Il suo principio è quello di versare continuamente metallo fuso in uno stampo metallico speciale chiamato cristallizzatore. La colata solidificata (incrostata) viene continuamente estratta dall’altra estremità dello stampo e può ottenere qualsiasi lunghezza o lunghezza specifica del getto.
Processo tecnologico:
caratteristiche Tecniche:
- Perché il metallo si è raffreddato rapidamente, i cristalli sono densi, la struttura uniforme, e le proprietà meccaniche sono buone.
- Salvare metallo e migliorare la resa.
- Procedure semplificate, eliminando la modellazione e altre procedure, riducendo così l’intensità del lavoro e riducendo notevolmente l’area di produzione richiesta.
- La produzione Continualcasting è facile da realizzare meccanizzazione e automazione e migliorare l’efficienza produttiva.
Applicazioni:
La colata continua può essere utilizzata per fondere acciaio, ferro, leghe di rame, leghe di alluminio, leghe di magnesio e altri getti lunghi con forme a sezione trasversale costante, come lingotti, lastre, billette di barre, tubi, ecc.
Vuoi ottenere un preventivo dai nostri ingegneri esperti?
Non perdere questa opportunità per ottenere consigli gratuiti e migliori da esperti del settore.