Wat is SMAW?
Shielded metal arc welding (SMAW), ook bekend als stick lassen, is een handmatig proces waarbij gebruik wordt gemaakt van een Flux gecoate verbruikselektrode met een metalen staaf in de kern.
wisselstroom of gelijkstroom vormt een boog tussen de elektrode en het onedele metaal creëert de vereiste warmte. In de Verenigde Staten is het de meest gebruikte methode.
De flux coating desintegreert en geeft dampen af die dienen als afschermingsgas en zorgt voor een beschermende laag slakken.
beide beschermen het lasgebied tegen atmosferische verontreiniging. Als de metalen staaf in de elektrode smelt vormt het een gesmolten pool die de las wordt.
Er zijn verschillende variabelen die de lasser kan regelen die van invloed zijn op de breedte en hoogte van de laskraal, de penetratie van de las en de hoeveelheid spatten.
Stick lassen is goedkoop in vergelijking met andere methoden zoals TIG. Het is draagbaar en werkt met elke dikte en in elke positie.
het belangrijkste nadeel is de slak die tijdens het lasproces wordt gemaakt samen met lagere snelheden (tenzij u hooggeschoold bent).
SMAW Arc Welding
Stick welding ontleent zijn naam aan de vorm van de elektrode, die eruit ziet als een stok. Het kan worden gebruikt om vele soorten metalen zoals staal, roestvrij staal en gietijzer te lassen.
Staaflasmachines bieden constante stroom (CC) met behulp van gelijkstroom (DC) of wisselstroom (AC). Gelijkstroom werkt op verschillende richtingen op basis van de polariteit. Wisselstroom schakelt tussen richtingen.
vermogen in het elektrisch circuit dat wordt gebruikt om de las te voeden, wordt gemeten in ampère. Meer stroom of stroomsterkte is nodig voor het lassen van dikkere metalen of elektroden.

SMAW booglassen wordt voornamelijk gebruikt voor het lassen van ijzer en staal.
Het kan in alle posities worden gebruikt:
- vlak
- verticaal
- horizontaal
- Overhead
process
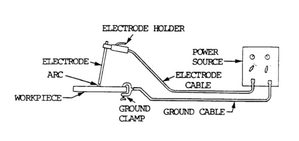
SMAW Arc Welding (stick welding) maakt gebruik van de boogwarmte om het onedele metaal en de punt van een verbruikselektrode te smelten. De elektrode en het onedele metaal maken deel uit van een elektrisch circuit of lascircuit.
deze schakeling omvat:
- voedingsbron
- laskabels
- elektrodehouder
- grondklem
- het werk of onedel metaal
- Booglaselektrode
een kabel wordt aan het werk bevestigd en de andere aan de elektrodehouder.
Het lassen begint wanneer een boog wordt geslagen tussen de punt van de elektrode en onedel metaal.
de warmte smelt de punt en het oppervlak van het werk.
kleine bolletjes gesmolten metaal vormen zich op de punt van de elektrode en brengen dan door de boog over in het gesmolten reservoir.
het vulmiddel wordt afgezet als de elektrode wordt verbruikt.
De Boog voor booglassen, SMAW, stok lassen wordt verplaatst bij een:
- geschikte booglengte (CA. gelijk aan de diameter van de elektrode)
- passende rijsnelheid
op zijn beurt, smelten en smelten van een deel van het onedele metaal en het toevoegen van vulstof.
De SMAW-boog is extreem heet (temperaturen hoger dan 9000ºF (5000ºC) in het midden), smelt bijna direct als de boog het metaal raakt.
voor lassen in de vlakke of horizontale positie wordt de metaaloverbrenging ondersteund door::
- zwaartekracht
- gasuitzetting
- elektrische krachten
- oppervlaktespanning
lassen in andere posities moeten de zwaartekracht overwinnen.
zwaartekracht
bij niet-positielassen kan het basismetaal niet veel gesmolten metaal in de krater vasthouden. Kleinere elektroden, lagere stroomsterkte en lagere booglengtes moeten worden gebruikt.
gasuitzetting
gassen worden geproduceerd door het smelten van de elektrodecoating en zetten uit als gevolg van de hitte van de kookpunt van de elektrode.
de bekleding reikt iets verder dan de metalen punt van de elektrode en regelt de richting van de gasuitzetting. Dit helpt direct het gesmolten metaal in de las metalen zwembad.
elektromagnetische krachten (boogbeweging of boogslag)
De Punt is een elektrische geleider en ook de gesmolten globulespray aan de punt, zodat de globulespray wordt veranderd door magnetische krachten die op 90 graden (zijwaarts in de meeste gevallen) in de richting van de stroomstroom werken.
Dit is nuttig bij het horizontaal, verticaal en bovenliggend lassen.
staafjes met een hogere treksterkte hebben een hogere neiging tot boogslag.
de plaatsing van de grondkabel kan een belangrijk effect hebben op deze krachten
oppervlaktespanning
De kracht die het vulmetaal en slakken in contact houdt met gesmolten onedel metaal in de krater is oppervlaktespanning.
Het helpt gesmolten metaal vast te houden bij horizontaal, verticaal en overhead lassen, en bepaalt de vorm van lascontouren.

variabelen
de eigenschappen van de las (grootte van de kraal en penetratie) kunnen worden gecontroleerd door de volgende variabelen aan te passen: lassen:
- grootte en type van de elektrode
- stroomsterkte (gewijzigd op de stick lasmachine)
- snelheid waarmee u de elektrode beweegt langs de gelaste verbinding (de zogenaamde rijsnelheid)
- booglengte (afstand tussen het metaal en de punt van de elektrode). Een vuistregel is om een booglengte te gebruiken die gelijk is aan de diameter van de kerndraad in de elektrode.
- Elektrode hoek
- Loodrecht (90 graden) maakt het mogelijk de meest penetratie
- 45 graden komt neer op minder penetratie
- Lassen breedte gecontroleerd door zijwaartse beweging van de elektrode
- Polariteit controle (in de richting van de elektrische stroom) bij het gebruik van DC-of gelijkstroom
Voordelen & Nadelen van booglassen
Voordelen
SMAW of Stick Lassen vereist basis uitrusting en leent zich voor het werk op het veld, want het is zeer draagbaar.
- kosten zijn 30% tot 50% van andere lasmethoden
- lichtgewicht apparatuur
- vele soorten beschikbare elektroden
- goed in krappe ruimtes
- reiniging van metalen oppervlak voor het lassen niet zo streng als andere methoden zoals TIG
nadelen
- noodzaak om slak na het lassen te verwijderen. Beknelling van slakken is ook een probleem in SMAW vormen insluitsels, die moeten worden verwijderd.
- ongebruikte elektrodestubs-u moet stoppen met lassen wanneer u de laatste 2 inch van de elektrode
- Spatter
- trage relatieve snelheid van SMAW bereikt.
- Spatter cleanup and slak removal arbeidsintensieve
- creëert meer vonken en warmte dan andere lasmethoden
- chippen en slijpen voltooide lassen geeft ons schadelijk stof
- noodzaak om tijdens het lasproces te stoppen om gebruikte elektrode te vervangen en slakken weg te hakken
spat en ongebruikte elektrodestaven zijn goed voor ca. 44 procent van de verbruikte elektroden.