co to jest SMAW?
ekranowane spawanie łukowe (SMAW) znany również jako spawanie stick, jest procesem ręcznym przy użyciu elektrody powlekanej topnikiem z metalowym prętem w rdzeniu.
Prąd zmienny lub prąd stały tworzy łuk między elektrodą a metalem nieszlachetnym tworzy wymagane ciepło. W Stanach Zjednoczonych jest to najczęściej stosowana metoda.
powłoka topnika rozpada się i wydziela opary, które służą jako gaz osłonowy i tworzą warstwę ochronną żużla.
obie chronią obszar spoiny przed zanieczyszczeniem atmosferycznym. Gdy metalowy pręt wewnątrz elektrody topi się, tworzy stopiony basen, który staje się spoiną.
istnieje kilka zmiennych, które spawacz może kontrolować, które będą miały wpływ na szerokość i wysokość spoiny, penetrację spoiny i ilość odprysków.
spawanie kijem jest niedrogie w porównaniu z innymi metodami, takimi jak TIG. Jest przenośny i działa z dowolną grubością i w dowolnej pozycji.
głównym minusem jest żużel powstający podczas procesu spawania wraz z wolniejszymi prędkościami (chyba że jesteś wysoko wykwalifikowany).
spawanie łukowe SMAW
spawanie kijem bierze swoją nazwę od kształtu elektroda, która wygląda jak kij. Może być stosowany do spawania wielu rodzajów metali, w tym stali, stali nierdzewnej i żeliwa.
spawarki drążkowe zapewniają prąd stały (CC) przy użyciu prądu stałego (DC) lub prądu zmiennego (AC). Prąd stały działa w różnych kierunkach w oparciu o polaryzację. Prąd zmienny przełącza się między kierunkami.
moc w obwodzie elektrycznym używanym do zasilania spoiny mierzona jest w amperach. Więcej prądu lub natężenia prądu jest potrzebne do spawania grubszych metali lub elektrod.

spawanie łukowe SMAW jest głównie używane do spawania żelaza i stali.
może być stosowany we wszystkich pozycjach:
- płaskie
- pionowe
- poziome
- napowietrzne
proces
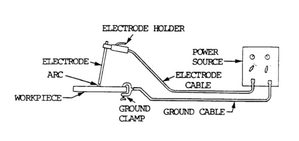
Spawanie łukowe SMAW (spawanie drążkiem) wykorzystuje ciepło łuku do stopienia metalu nieszlachetnego i końcówki elektrody zużywalnej. Elektroda i metal nieszlachetny są częścią obwodu elektrycznego lub obwodu spawalniczego.
ten obwód zawiera;
- źródło zasilania
- kable spawalnicze
- Uchwyt elektrody
- zacisk uziemienia
- praca lub metal podstawowy
- Elektroda do spawania łukowego
jeden kabel jest przymocowany do pracy, a drugi do uchwytu elektrody.
spawanie rozpoczyna się, gdy łuk zostanie uderzony między końcówką elektrody a metalem nieszlachetnym.
ciepło topi końcówkę i powierzchnię pracy.
Małe globulki stopionego metalu tworzą się na końcówce elektrody, a następnie przenoszą się przez łuk do stopionego basenu.
wypełniacz jest osadzany w miarę zużycia elektrody.
Spawanie łukowe, SMAW, łuk spawalniczy jest przesuwany na:
- odpowiednia długość łuku (ok.
- odpowiednia prędkość jazdy
z kolei, topienie i stopienie części metalu nieszlachetnego i dodanie wypełniacza.
łuk SMAW jest wyjątkowo gorący (temperatury przekraczające 9000ºf (5000ºc) w jego centrum), topnienie następuje niemal natychmiast, gdy Łuk dotyka metalu.
w przypadku spoin wykonanych w pozycji płaskiej lub poziomej przenoszenie metalu jest wspomagane przez:
- grawitacja
- ekspansja gazu
- siły elektryczne
- napięcie powierzchniowe
spoiny w innych pozycjach muszą pokonać grawitację.
grawitacja
w spoinach poza pozycją metal podstawowy nie jest w stanie utrzymać dużo stopionego metalu w kraterze. Należy stosować mniejsze elektrody, niższe natężenia prądu i mniejsze długości łuku.
rozprężanie gazu
gazy są wytwarzane przez topienie powłoki elektrody i rozszerzają się pod wpływem ciepła końcówki elektrody wrzącej.
powłoka rozciąga się nieco poza metalową końcówką elektrody i kontroluje kierunek rozszerzania się gazu. Pomaga to skierować stopiony metal do basenu spawalniczego.
siły elektromagnetyczne (skok łuku lub cios łuku)
końcówka jest przewodnikiem elektrycznym, podobnie jak rozpylanie stopionej globulki na końcówce, więc rozpylanie globulek jest zmieniane przez siły magnetyczne działające pod kątem 90 stopni (w większości przypadków na boki) w kierunku przepływu prądu.
jest to pomocne w spawaniu poziomym, pionowym i napowietrznym.
pręty o wyższej wytrzymałości na rozciąganie mają większą tendencję do rozdmuchu łuku.
umieszczenie kabla uziemiającego może mieć duży wpływ na te siły
napięcie powierzchniowe
siłą utrzymującą Metal wypełniający i żużel w kontakcie ze stopionym metalem nieszlachetnym w kraterze jest napięcie powierzchniowe.
pomaga zachować stopiony metal w spawaniu poziomym, pionowym i napowietrznym oraz określa kształt konturów spoin.

zmienne
charakterystyka spoiny (rozmiar zgrubienia i penetracji) może być kontrolowane przez regulację następujących zmiennych podczas spawania:
- rozmiar i rodzaj elektrody
- natężenie prądu (zmienione na spawarce drążkowej)
- prędkość, którą przesuwasz elektrodę wzdłuż spawanego złącza (nazywana prędkością przesuwu)
- Długość łuku (odległość między metalem a końcówką elektrody). Zasadą jest użycie długości łuku równej średnicy drutu rdzeniowego wewnątrz elektrody.
- kąt elektrody
- prostopadła (90 stopni) umożliwia największą penetrację
- 45 stopni oznacza mniejszą penetrację
- szerokość spoiny kontrolowana ruchem elektrody z boku na bok
- Kontrola polaryzacji (kierunek przepływu prądu elektrycznego) przy użyciu prądu stałego lub stałego
zalety &
zalety
spawanie SMAW lub Stick wymaga podstawowego sprzętu i nadaje się do pracy w terenie, ponieważ jest niezwykle przenośny.
- koszt wynosi od 30% do 50% innych metod spawania
- lekki sprzęt
- wiele rodzajów dostępnych elektrod
- dobre w ciasnych przestrzeniach
- czyszczenie powierzchni metalu przed spawaniem nie jest tak rygorystyczne jak inne metody, takie jak TIG
wady
- potrzeba usunięcia żużla po spawaniu. Uwięzienie żużla jest również problemem w SMAW tworzących inkluzje, które należy usunąć.
- nieużywane końcówki elektrody-należy zatrzymać spawanie po dotarciu do ostatnich 2 cali elektrody
- rozprysk
- powolna względna prędkość SMAW.
- oczyszczanie odprysków i usuwanie żużla pracochłonne
- wytwarza więcej iskier i ciepła niż inne metody spawania
- odpryski i szlifowanie zakończone spoiny powodują szkodliwe pyły
- trzeba zatrzymać się podczas procesu spawania, aby wymienić zużytą elektrodę i oderwać żużel
odpryski i nieużywane fragmenty elektrod stanowią ok. 44 procent zużytych elektrod.