Vad är SMAW?
skärmad metallbågsvetsning (SMAW), även känd som sticksvetsning, är en manuell process med en flödesbelagd förbrukningselektrod med en metallstav i kärnan.
växelström eller likström bildar en båge mellan elektroden och basmetallen skapar den erforderliga värmen. I USA är det den vanligaste metoden som används.
flussbeläggningen sönderdelas och avger ångor som fungerar som skyddsgas och ger ett skyddande slaggskikt.
båda skyddar svetsområdet från atmosfärisk förorening. När metallstången inuti elektroden smälter bildar den en smält pool som blir svetsen.
det finns flera variabler som svetsaren kan styra som kommer att påverka svetsens bredd och höjd, svetsens penetration och mängden sprut.
Sticksvetsning är billigt jämfört med andra metoder som TIG. Den är bärbar och fungerar med vilken tjocklek som helst och i vilken position som helst.
den största nackdelen är slaggen som skapas under svetsprocessen tillsammans med långsammare hastigheter (om du inte är mycket skicklig).
SMAW bågsvetsning
Stick svetsning har sitt namn från formen av en elektroden, som ser ut som en pinne. Den kan användas för att svetsa många typer av metaller inklusive stål, rostfritt stål och gjutjärn.
Stick svetsmaskiner ger konstant ström (CC) med likström (DC) eller växelström (AC). Likström arbetar i olika riktningar baserat på polariteten. Växelström växlar mellan riktningar.
effekt i den elektriska kretsen som används för att driva svetsen mäts i ampere. Mer ström eller strömstyrka behövs för svetsning av tjockare metaller eller elektroder.

SMAW bågsvetsning används främst för att svetsa järn och stål.
den kan användas i alla lägen:
- Flat
- vertikal
- horisontell
- Overhead
Process
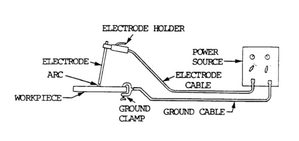
SMAW bågsvetsning (sticksvetsning) använder bågvärmen för att smälta basmetallen och spetsen på en förbrukningselektrod. Elektroden och basmetallen är en del av en elektrisk krets eller svetskrets.
denna krets innehåller;
- strömkälla
- svetskablar
- elektrodhållare
- jordklämma
- arbetet eller oädel metall
- Bågsvetselektrod
en kabel är ansluten till arbetet och den andra till elektrodhållaren.
svetsning startar när en båge slås mellan elektrodens spets och oädel metall.
värmen smälter spetsen och ytan på arbetet.
små kulor av smält metallform på elektrodspetsen överför sedan genom bågen till den smälta poolen.
fyllmedel deponeras när elektroden förbrukas.
bågsvetsning, SMAW, Stick Svetsbåge flyttas vid en:
- lämplig båglängd (ca. lika med elektroddiametern)
- lämplig körhastighet
i sin tur smälter och smälter en del av basmetallen och tillsätter fyllmedel.
SMAW-bågen är extremt varm (temperaturer över 9000 OC (5000 OC) i centrum), smältning sker nästan omedelbart när bågen berör metallen.
för svetsar gjorda i platt eller horisontellt läge stöds metallöverföringen av:
- gravitation
- gasutvidgning
- elektriska krafter
- ytspänning
svetsar i andra lägen måste övervinna tyngdkraften.
gravitation
i svetsar som inte är i läge kan basmetallen inte behålla mycket smält metall i kratern. Mindre elektroder, lägre strömstyrka och lägre båglängder bör användas.
gasutvidgning
gaser produceras genom smältning av elektrodbeläggningen och expanderar på grund av värmen hos den kokande elektrodspetsen.
beläggningen sträcker sig något bortom elektrodens metallspets och styr riktningen för gasutvidgning. Detta hjälper till att rikta den smälta metallen in i svetsmetallpoolen.
elektromagnetiska krafter (bågrörelse eller bågblåsning)
spetsen är en elektrisk ledare och så är den smälta globulsprayen vid spetsen, så globulsprayen förändras av magnetiska krafter som verkar vid 90 grader (i sidled i de flesta fall) till strömflödesriktningen.
detta är användbart vid horisontell, vertikal och överliggande positionssvetsning.
stavar med högre draghållfasthet har en högre tendens till bågblåsning.
placeringen av jordkabeln kan ha en stor effekt på dessa krafter
Ytspänning
den kraft som håller tillsatsmetall och slagg i kontakt med smält basmetall i kratern är ytspänning.
det hjälper till att behålla smält metall i horisontell, vertikal och överliggande svetsning och bestämmer formen på svetskonturerna.

variabler
svetsens egenskaper (storlek på pärla och penetration) kan styras av justera följande variabler vid svetsning:
- storlek och typ av elektrod
- strömstyrka (ändrad på sticksvetsmaskinen)
- hastighet som du flyttar elektroden längs fogen som svetsas (kallad körhastigheten)
- båglängd (avstånd mellan metallen och elektrodens spets). En tumregel är att använda en båglängd lika med diametern på kärntråden inuti elektroden.
- Elektrodvinkel
- vinkelrät (90 grader) möjliggör mest penetration
- 45 grader motsvarar mindre penetration
- Svetsbredd styrd av elektrodens sida till sida
- Polaritetskontroll (riktningen den elektriska strömmen flyter) när du använder DC eller likström
fördelar & nackdelar med att använda bågsvetsning
fördelar
SMAW eller Stick svetsning kräver grundläggande utrustning och lämpar sig för fältarbete eftersom det är extremt portabel.
- kostnaden är 30% till 50% av andra svetsmetoder
- Lättviktsutrustning
- många typer av tillgängliga elektroder
- bra i trånga utrymmen
- rengöring av metallytan före svetsning inte lika rigorös som andra metoder som TIG
nackdelar
- behöver ta bort slagg efter svetsning. Infångning av slagg är också ett problem i SMAW bildar inneslutningar, som måste tas bort.
- oanvända elektrodstubbar – måste sluta svetsa när du når de sista 2 tum av elektroden
- stänk
- långsam relativ hastighet för SMAW.
- Spatter cleanup och slaggavlägsnande arbetsintensiv
- skapar mer gnistor och värme än andra svetsmetoder
- Chipping och slipning avslutade svetsar ger oss skadligt damm
- behöver stoppa under svetsprocessen för att ersätta använd elektrod och att chippa bort slagg
stänk och oanvända elektrodstubbar står för ca. 44 procent av förbrukade elektroder.