Inhaltsverzeichnis
Was ist Gießen
Flüssiges Metall wird in einen Formhohlraum gegossen, der der Form und Größe des Teils entspricht. Das Herstellungsverfahren, das darauf wartet, dass es abkühlt und erstarrt, um den Rohling oder das Teil zu erhalten, wird üblicherweise als Metallflüssigkeitsformen oder -gießen bezeichnet.
Technologischer Prozess: flüssiges Metall → Füllung → Erstarrungsschrumpfung → Gießen
Prozesseigenschaften:
- Es können Teile mit jeder komplizierten Form hergestellt werden, insbesondere solche mit komplizierter Form des inneren Hohlraums.
- Starke Anpassungsfähigkeit, unbegrenzte Legierungsarten und nahezu unbegrenzte Gussgröße.
- Breite Materialquelle, Abfall kann umgeschmolzen werden und die Ausrüstungsinvestitionen sind gering.
- Hohe Ausschussrate, geringe Oberflächenqualität und schlechte Arbeitsbedingungen.
10 Arten von Gießverfahren
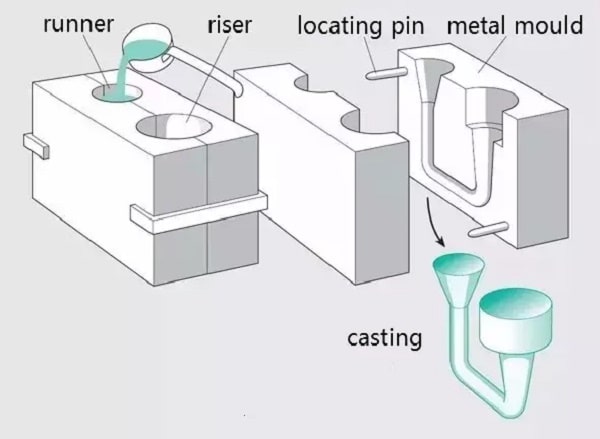
(1)Sandguss

Was ist ist Sandguss
Ein Gießverfahren zur Herstellung von Gussteilen in einer Sandform. Stahl-, Eisen- und die meisten Nichteisenlegierungsgussteile können durch Sandguss erhalten werden.
Technologischer Prozess:
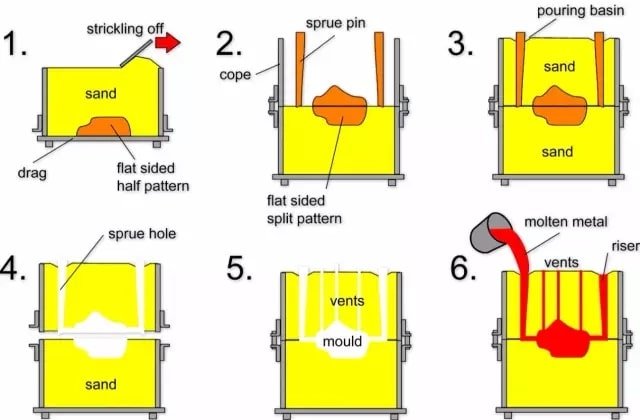
Sandgussverfahren
Technische Eigenschaften:
- Geeignet für die herstellung von rohlingen mit komplexen formen, insbesondere mit komplexen inneren hohlraum;
- Breite anpassungsfähigkeit und niedrigen kosten;
- Für einige materialien mit schlechte plastizität, wie gusseisen, sandguss ist die nur bilden prozess für herstellung seine teile oder rohlinge.
Anwendungen: Kfz-Motorblock, Zylinderkopf, Kurbelwelle und andere Gussteile
(2)Feinguss

Was ist Feinguss?
Eine Art Gießverfahren dies bezieht sich normalerweise auf die Herstellung von Mustern in schmelzbaren Materialien, das Abdecken der Oberfläche des Musters mit mehreren Schichten feuerfester Materialien und das anschließende Aufschmelzen des Musters aus der Formschale, um eine Form ohne Trennfläche zu erhalten, die nach dem Backen bei hoher Temperatur gefüllt werden kann temperature.
Technological process:
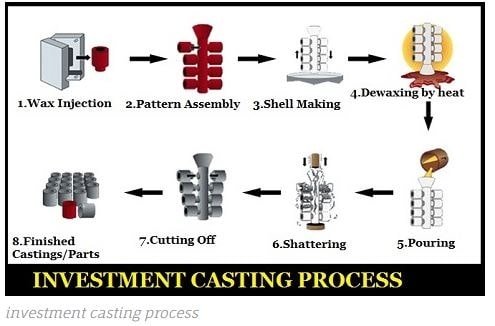
Investment Casting Process
Advantages:
- High dimensional accuracy and geometric accuracy;
- High surface roughness;
- 3. It cancast complex castings, and cast alloys are not restricted.
Disadvantages: complicated procedures and high cost
Applications:
Es ist geeignet für die herstellung von kleinen teile mit komplexen formen, hohe präzision anforderungen, oder andere verarbeitung, dass ist schwierig durchzuführen, wie turbine motor klingen.
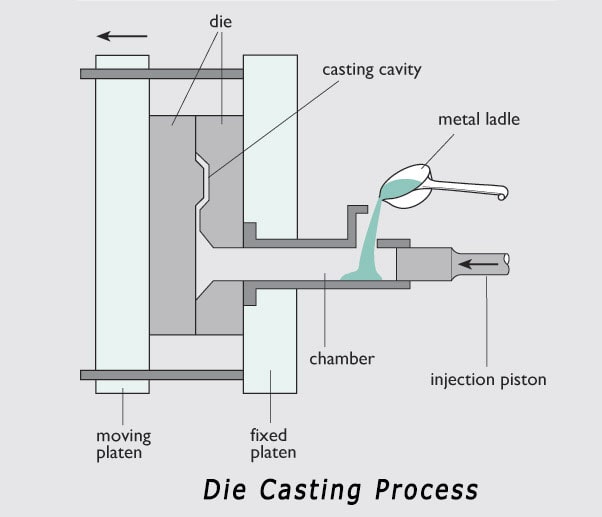
(3)Druckguss

Was ist Druckguss? hohe geschwindigkeit, und die metall flüssigkeit ist gekühlt und verfestigt unter druck zu bilden eine casting.
Technologischer Prozess:
Vorteile:
- Die metall flüssigkeit ist unter hohem druck unddie fluss rate ist schnell während druckguss.
- Gute Produktqualität, stabile Größe und gute Austauschbarkeit.
- Hohe Produktionseffizienz und Druckgussformen können für viele Male verwendet werden.
- Es eignet sich für die Massenproduktion mit guten wirtschaftlichen Vorteilen.
Nachteile:
- Das Gussteil neigt zu feinen Poren und Schrumpfung.
- Die Druckgussteile haben eine geringe Plastizität und sollten nicht unter Stoßbelastung und Vibration arbeiten.
- Beim Druckguss einer Legierung mit hohem Schmelzpunkt ist die Lebensdauer der Form gering, was sich auf die Ausdehnung der Druckgussproduktion auswirkt.
Anwendungen: Druckgussteile wurden zuerst in der Automobilindustrie und der Instrumentenindustrie eingesetzt und dann schrittweise auf verschiedene Branchen wie Landmaschinen, Werkzeugmaschinenindustrie, Elektronikindustrie, nationale Verteidigungsindustrie, Computer, medizinische Geräte, Uhren, Kameras und tägliche Hardware ausgeweitet.
(4)Niederdruckguss

Was ist Niederdruckguss?
Bezieht sich auf die Methode zur Herstellung von flüssigem Metall Füllen Sie eine unter niedrigem Druck (0,02 – 0,06 MPa) formen und unter Druck kristallisieren, um ein Gussteil zu bilden.
Technologischer Prozess:
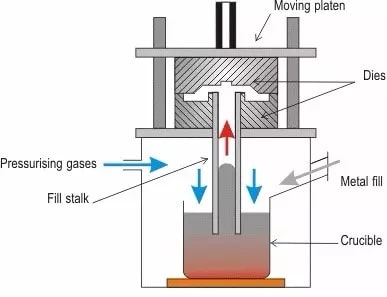
Technische Eigenschaften:
- Der Druck und die Geschwindigkeit während des Gießens können eingestellt werden, so dass er auf verschiedene Gussformen (wie Metallformen und Sandformen), das Gießen verschiedener Legierungen und Gussteile verschiedener Größen angewendet werden kann.
- Bottom-Injection-Füllung wird angenommen, die Füllung der Metallflüssigkeit ist stabil, und es gibt kein Spritzphänomen, das die Beteiligung von Gas und die Erosion der Formwand und des Kerns vermeiden kann, was die Qualifikationsrate von Gussteilen verbessert.
- Das Gussteil kristallisiert unter Druck. Das Gussteil hat eine dichte Struktur, einen klaren Umriss, eine glatte Oberfläche und hohe mechanische Eigenschaften. Es ist besonders vorteilhaft für das Gießen von großen dünnwandigen Teilen.
- Entfällt das Auffüllen des Steigrohrs und erhöht die Metallauslastung auf 90-98%.
- Geringe Arbeitsintensität, gute Arbeitsbedingungen, einfache Ausrüstung, leicht zu realisierende Mechanisierung und Automatisierung.
Anwendung: Vor Allem in traditionellen produkte (zylinder kopf, hub, zylinder rahmen, etc.).
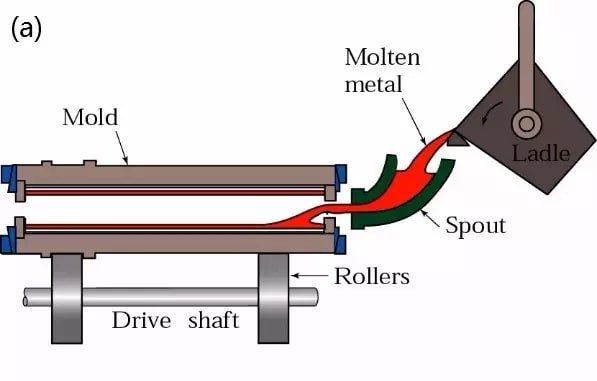
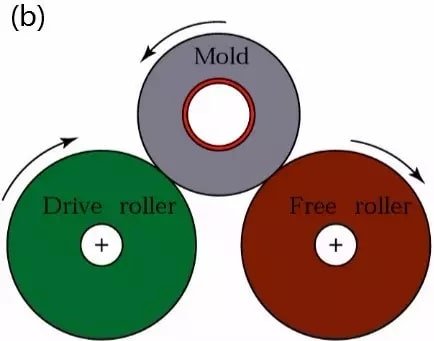
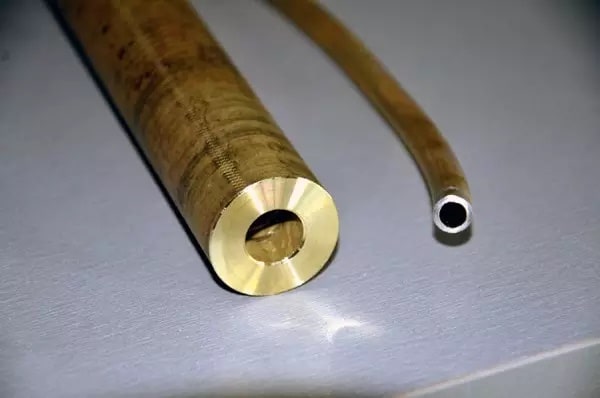
(5)Centrifugal casting

What is centrifugal casting
It is a casting method in which molten metal is poured into a rotating mold, and the mold is filled and solidified under the action of centrifugal force.
Technological process:
Advantages:
- Es gibt fast keinen Metallverbrauch im Gießsystem und im Steigsystem, was die Prozessausbeute verbessert.
- Der Kern kann bei der Herstellung von Hohlgussteilen weggelassen werden, so dass die Metallfüllfähigkeit bei der Herstellung von langen Rohrgussteilen stark verbessert werden kann.
- Das Gussteil hat eine hohe Dichte, wenige Defekte wie Poren und Schlackeneinschlüsse und hohe mechanische Eigenschaften.
- Es ist einfach, Verbundmetallgussteile von Fässern und Hülsen herzustellen.
Nachteile:
- Es gibt gewisse Einschränkungen bei der Herstellung von spezialgeformten Gussteilen.
- Der Durchmesser des inneren Lochs des Gussteils ist nicht genau, die Oberfläche des inneren Lochs ist rau, die Qualität ist schlecht und die Bearbeitungszugabe ist groß.
- Das Gussteil ist anfällig für spezifische Schweresegregation.
Anwendungen:
Schleuderguss wurde zuerst zur Herstellung von Gussrohren verwendet. Im In- und Ausland haben Metallurgie-, Bergbau-, Transport-, Bewässerungs- und Entwässerungsmaschinen, Luftfahrt-, Landesverteidigungs-, Automobil- und andere Industrien Schleudergussverfahren zur Herstellung von Gussteilen aus Stahl, Eisen und NE-Kohlenstofflegierungen eingesetzt. Unter ihnen ist die Herstellung von Zentrifugalgussrohren, Zylinderlaufbuchsen von Verbrennungsmotoren und Wellenhülsen die häufigste.
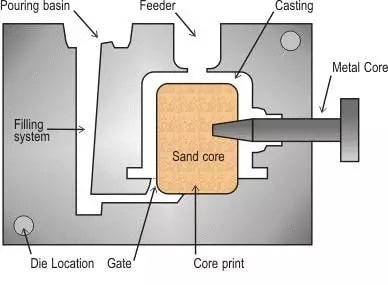
(6)Kokillenguss

Was ist Kokillenguss
Es bezieht sich auf ein Formverfahren, bei dem flüssiges Metall gegossen wird wird unter Einwirkung der Schwerkraft mit einer Metallform gefüllt und in der Form abgekühlt und verfestigt, um ein Gussteil zu erhalten.
Technologischer Prozess:
Vorteile:
- Die metall form hat große wärmeleitfähigkeit und wärme kapazität, schnelle kühlung geschwindigkeit, dichten casting struktur, und mechanische eigenschaften. 15% höher als Sandguss.
- Es kann Gussteile mit höherer Maßgenauigkeit und geringerer Oberflächenrauheit erhalten und hat eine gute Qualitätsstabilität.
- Da der Sandkern nicht und selten verwendet wird, wird die Umwelt verbessert, Staub und schädliche Gase werden reduziert und die Arbeitsintensität wird reduziert.
Nachteile:
- Die Metallform selbst ist nicht atmungsaktiv, und es müssen bestimmte Maßnahmen ergriffen werden, um die vom Sandkern im Hohlraum erzeugte Luft und Luft zu evakuieren.
- Die Metallform hat keine Konzession, und beim Erstarren des Gussteils treten leicht Risse auf.
- Metallformen haben einen längeren Herstellungszyklus und höhere Kosten.Daher können gute wirtschaftliche Effekte nur bei Massenproduktion gezeigt werden.
Anwendungen:
Metallguss eignet sich für die großtechnische Herstellung von Gussteilen aus Nichteisenlegierungen wie Aluminiumlegierungen und Magnesiumlegierungen mit komplexen Formen sowie Gussteilen und Barren aus Eisen und Stahl.
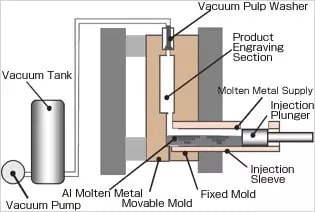
(7)Vakuum-Druckguss

Was ist Vakuum-Druckguss?
Ein fortschrittliches Druckgussverfahren, das die mechanischen Eigenschaften des Druckgusses verbessert und Oberflächenqualität von Druckgussteilen durch Entfernen oder signifikante Verringerung der Poren und gelösten Gase im Druckgussteil durch Absaugen des Gases im Druckgussformhohlraum während des Druckgussprozesses.
Technologischer Prozess:
Vorteile:
- Es können beseitigen oder reduzieren die luft löcher im inneren der druckguss, verbessern die mechanischen eigenschaften und oberfläche qualität der sterben castingas sowie die Überzugleistung.
- Um den Gegendruck des Hohlraums zu verringern, können ein niedrigerer spezifischer Druck und eine Legierung mit schlechter Gießleistung verwendet werden. Es ist möglich, größere Gussteile mit kleinen Maschinen zu gießen.
- Es verbesserte Füllbedingungen, kann dünnere Gussteile gießen.
Nachteile:
- Die Formdichtungsstruktur ist kompliziert, die Herstellung und Installation ist schwierig, daher sind die Kosten hoch.
- Wenn das Vakuumdruckgussverfahren nicht richtig gesteuert wird, ist der Effekt nicht sehr signifikant.
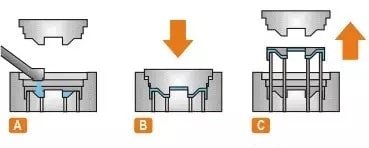
(8)Quetschen Druckguss

Was ist Quetschen Druckguss
Es ist ein Verfahren zum Verfestigen von flüssigem oder halbfestem Metall unter hohem Druck und fließendem Umformen, um das Produkt oder den Rohling direkt zu erhalten. Es hat die Vorteile einer hohen Auslastung von Flüssigmetall, eines vereinfachten Prozesses und einer stabilen Qualität. Es ist eine energiesparende Metallumformtechnologie mit potenziellen Anwendungsaussichten.
Technologische prozess:
Direkt quetschen druckguss: Spray farbe, guss legierung, form spann, druckbeaufschlagung, druck halten, druck relief, form trennung, entformung und Rückstellung von Rohlingen.
Indirektes Quetschen Druckguss: Sprühbeschichtung, Formklemmen, Zuführen, Füllen, Druckbeaufschlagung, Druckhalten, Druckentlastung, Trennen, Entformen von Rohlingen, Zurücksetzen.
Technische Eigenschaften:
- Es können beseitigen die interne poren, schrumpfung andother mängel.
- Geringe Oberflächenrauheit und hohe Maßhaltigkeit.
- Es kann das Auftreten von Gussrissen verhindern.
- Einfache Mechanisierung und Automatisierung.
Anwendung: Es kann verwendet werden, um verschiedene arten von legierungen, wie aluminium legierung, zink legierung, kupfer legierung, sphäroguss, etc.
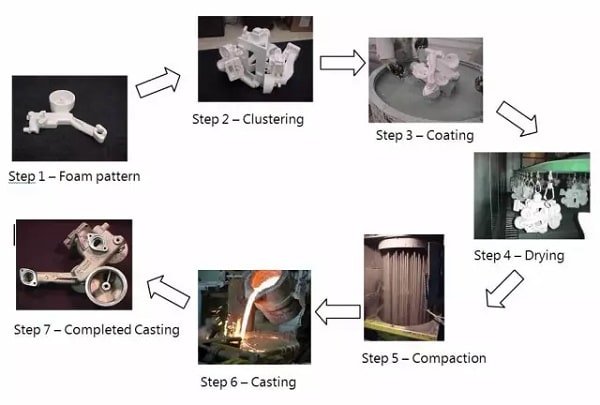
(9)Lost Foam casting

Was ist Lost foam casting (auch bekannt als Solid Casting)
Es ist eine neue gießverfahren, bei dem eine Kombination von Paraffin- oder Schaummodellen ähnlich der Größe und Form des Gussteils einen Modellcluster bildet. Nach dem Bürsten und Trocknen der feuerfesten Beschichtung wird sie in trockenem Quarzsand vergraben, um zu vibrieren. Gießen unter unterdruck zu verdampfen die modell, die flüssigkeit metall nimmt die modell position, und ist gebildet nach verfestigung und kühlung.
Technologische prozess:
Pre-schäumen → Schäumen molding → Dip beschichtung → Trocknen → Modellierung → Gießen → Fallen sand → Reinigung
Technische eigenschaften:
- Hohe präzision casting, keine sand core, reduzierung verarbeitung zeit.
- Keine Trennfläche, flexibles Design und hoher Freiheitsgrad.
- Saubere Produktion ohne Umweltverschmutzung.
- Investitions- und Produktionskosten senken.
Anwendungen:
Es ist geeignet für die herstellung von verschiedenen größen von präzision gussteile mit komplexen strukturen. Es gibt keine Einschränkungen hinsichtlich der Legierungsarten und der Produktionschargen. Wie grauguss motor box, hohe mangan stahl ellenbogen und so weiter.
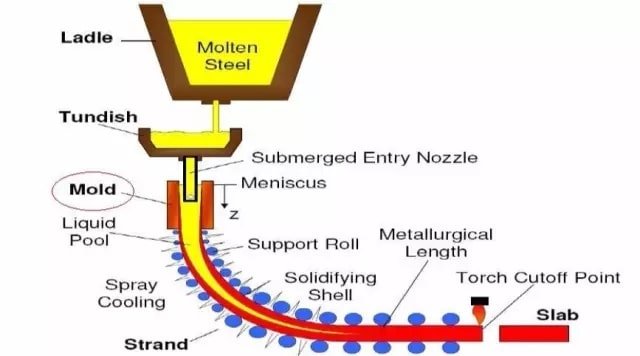
(10)Kontinuierliche casting
Was ist kontinuierliche casting
Es ist eine erweiterte casting methode. Sein Prinzip besteht darin, kontinuierlich geschmolzenes Metall in eine spezielle Metallform zu gießen, die als Kristallisator bezeichnet wird. Das verfestigte (verkrustete) Gussteil wird kontinuierlich vom anderen Ende der Form herausgezogen und kann eine beliebige Länge oder spezifische Länge des Gussteils erhalten.
Technologischer Prozess:
Technische eigenschaften:
- Weil die metall ist schnell gekühlt, die kristalle sind dicht, die struktur ist uniform, und die mechanischen eigenschaften sind gut.
- Sparen Sie Metall und verbessern Sie die Ausbeute.
- Vereinfachte Verfahren, wodurch Modellierung und andere Verfahren entfallen, wodurch die Arbeitsintensität verringert und die erforderliche Produktionsfläche erheblich reduziert wird.
- Continualcasting Produktion ist einfach zu Mechanisierung und Automatisierung zu realisieren und die Produktionseffizienz zu verbessern.
Anwendungen:
Strangguss kann zum Gießen von Stahl, Eisen, Kupferlegierungen, Aluminiumlegierungen, Magnesiumlegierungen und anderen langen Gussteilen mit konstanten Querschnittsformen wie Barren, Brammen, Stabbarren, Rohren usw. verwendet werden.
Möchten Sie ein Angebot von unseren erfahrenen Ingenieuren erhalten?
Verpassen Sie nicht diese Gelegenheit, kostenlose und beste Beratung von Experten auf diesem Gebiet zu erhalten.