Was ist SMAW?
Shielded Metal arc Welding (SMAW), auch als Stabschweißen bekannt, ist ein manueller Prozess, bei dem eine mit Flussmittel beschichtete Verbrauchselektrode mit einem Metallstab im Kern verwendet wird.
Wechselstrom oder Gleichstrom bildet einen Lichtbogen zwischen der Elektrode und dem Grundmetall erzeugt die erforderliche Wärme. In den Vereinigten Staaten ist es die am häufigsten verwendete Methode.
Die Flussmittelbeschichtung zerfällt und gibt Dämpfe ab, die als Schutzgas dienen und eine Schutzschicht aus Schlacke bilden.
Beide schützen den Schweißbereich vor atmosphärischer Verschmutzung. Wenn der Metallstab in der Elektrode schmilzt, bildet er ein geschmolzenes Becken, das zur Schweißnaht wird.
Es gibt mehrere Variablen, die der Schweißer steuern kann, die sich auf die Breite und Höhe der Schweißnaht, das Eindringen der Schweißnaht und die Menge der Spritzer auswirken.
Das Stabschweißen ist im Vergleich zu anderen Methoden wie WIG kostengünstig. Es ist tragbar und funktioniert mit jeder Dicke und in jeder Position.
Der Hauptnachteil ist die Schlacke, die während des Schweißprozesses entsteht, zusammen mit langsameren Geschwindigkeiten (es sei denn, Sie sind hoch qualifiziert).
SMAW-Lichtbogenschweißen
Das Stabschweißen hat seinen Namen von der Form der Elektrode, die wie ein Stab aussieht. Es kann verwendet werden, um viele Arten von Metallen wie Stahl, Edelstahl und Gusseisen zu schweißen.
Stabschweißmaschinen liefern Konstantstrom (CC) mit Gleichstrom (DC) oder Wechselstrom (AC). Gleichstrom arbeitet in verschiedenen Richtungen basierend auf der Polarität. Wechselstrom wechselt zwischen den Richtungen.
Die Leistung im Stromkreis zur Stromversorgung der Schweißnaht wird in Ampere gemessen. Zum Schweißen dickerer Metalle oder Elektroden wird mehr Strom oder Stromstärke benötigt.

SMAW-Lichtbogenschweißen wird hauptsächlich zum Schweißen von Eisen und Stählen verwendet.
Es kann verwendet werden in alle positionen:
- Flache
- Vertikale
- Horizontale
- Overhead
Prozess
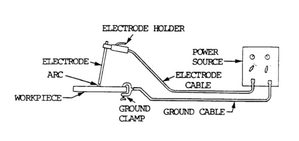
SMAW-Lichtbogenschweißen (Stabschweißen) verwendet die Lichtbogenwärme, um das Grundmetall und die Spitze einer Verbrauchselektrode zu schmelzen. Die Elektrode und das unedle Metall sind Teil eines Stromkreises oder Schweißkreises.
Diese Schaltung enthält;
- Stromquelle
- Schweißkabel
- Elektrodenhalter
- Erdungsklemme
- Die Arbeit oder das unedle Metall
- Lichtbogenschweißelektrode
Ein Kabel ist an der Arbeit und das andere an der Elektrodenhalterung befestigt.
Das Schweißen beginnt, wenn ein Lichtbogen zwischen der Spitze der Elektrode und dem unedlen Metall geschlagen wird.
Die Hitze schmilzt die Spitze und die Oberfläche der Arbeit.
An der Elektrodenspitze bilden sich winzige Kügelchen aus geschmolzenem Metall, die dann durch den Lichtbogen in das Schmelzbad übergehen.
Füllstoff wird abgeschieden, wenn die Elektrode verbraucht wird.
Der Lichtbogenschweiß-, SMAW-, Stabschweißlichtbogen wird in einem Winkel von:
- geeignete Bogenlänge (ca. gleich der elektrode durchmesser)
- entsprechende reise geschwindigkeit
In drehen, schmelzen und verschmelzen ein teil der basis metall und zugabe füllstoff.
Der SMAW-Lichtbogen ist extrem heiß (Temperaturen über 9000ºF (5000ºC) in seiner Mitte), das Schmelzen erfolgt fast sofort, wenn der Lichtbogen das Metall berührt.
Bei Schweißnähten in flacher oder horizontaler Position wird die Metallübertragung durch:
- Schwerkraft
- Gasausdehnung
- Elektrische Kräfte
- Oberflächenspannung
Schweißnähte in anderen Positionen müssen die Schwerkraft überwinden.
Schwerkraft
Bei Schweißnähten außerhalb der Position kann das Basismetall nicht viel geschmolzenes Metall im Krater zurückhalten. Kleinere Elektroden, niedrigere Stromstärken und geringere Lichtbogenlängen sollten verwendet werden.
Gasexpansion
Gase entstehen durch das Aufschmelzen der Elektrodenbeschichtung und dehnen sich aufgrund der Hitze der siedenden Elektrodenspitze aus.
Die Beschichtung reicht etwas über die Metallspitze der Elektrode hinaus und steuert die Richtung der Gasausdehnung. Dies hilft, das geschmolzene Metall in das Schweißgutbecken zu leiten.
Elektromagnetische Kräfte (Lichtbogenweg oder Lichtbogenschlag)
Die Spitze ist ein elektrischer Leiter, ebenso wie der geschmolzene Globulispray an der Spitze, so dass der Globulispray durch magnetische Kräfte verändert wird, die bei 90 Grad (in den meisten Fällen seitwärts) zur Richtung des Stromflusses wirken.
Dies ist hilfreich beim horizontalen, vertikalen und Überkopfschweißen.
Stäbe mit höherer Zugfestigkeit haben eine höhere Tendenz zum Lichtbogenschlag.
Die Platzierung des Erdungskabels kann einen großen Einfluss auf diese Kräfte haben
Oberflächenspannung
Die Kraft, die Füllmetall und Schlacke in Kontakt mit geschmolzenem Grundmetall im Krater hält, ist die Oberflächenspannung.
Es hilft, geschmolzenes Metall beim horizontalen, vertikalen und Überkopfschweißen zurückzuhalten und bestimmt die Form der Schweißkonturen.

Variablen
Die eigenschaften der schweißnaht (größe von perle und penetration) können gesteuert werden durch einstellen der folgenden variablen beim schweißen:
- Größe und Art der Elektrode
- Stromstärke (geändert am Stabschweißgerät)
- Geschwindigkeit, mit der Sie die Elektrode entlang der zu schweißenden Verbindung bewegen (Fahrgeschwindigkeit genannt)
- Lichtbogenlänge (Abstand zwischen Metall und Elektrodenspitze). Als Faustregel gilt, eine Lichtbogenlänge zu verwenden, die dem Durchmesser des Kerndrahtes in der Elektrode entspricht.
- Elektrodenwinkel
- Senkrecht (90 Grad) ermöglicht die meiste Penetration
- 45 Grad entspricht weniger Penetration
- Schweißbreite gesteuert durch seitliche Bewegung der Elektrode
- Polaritätskontrolle (die Richtung, in die der elektrische Strom fließt) bei Verwendung von Gleich- oder Gleichstrom
Vorteile & Nachteile des Lichtbogenschweißens
Vorteile
SMAW- oder Stabschweißen erfordert eine Grundausrüstung und eignet sich für Feldarbeiten, da es extrem tragbar ist.
- Kosten ist 30% zu 50% von andere schweißen methoden
- Leichte ausrüstung
- Viele arten von verfügbaren elektroden
- Gute in engen räumen
- Reinigung metall oberfläche vor dem schweißen nicht so streng wie andere methoden wie TIG
Nachteile
- Müssen entfernen schlacke nach dem schweißen. Das Einschließen von Schlacke ist auch ein Problem bei SMAW-bildenden Einschlüssen, die entfernt werden müssen.
- Unbenutzte Elektrodenstummel – müssen aufhören zu schweißen, wenn Sie die letzten 2 Zoll der Elektrode erreichen
- Spritzer
- Langsame Relativgeschwindigkeit von SMAW.
- Spritzerreinigung und Schlackenentfernung arbeitsintensiv
- Erzeugt mehr Funken und Wärme als andere Schweißverfahren
- Das Absplittern und Schleifen abgeschlossener Schweißnähte verursacht schädlichen Staub
- Muss während des Schweißvorgangs angehalten werden, um gebrauchte Elektroden auszutauschen und Schlacke abzusplittern
Spritzer und unbenutzte Elektrodenstummel machen ca. 44 Prozent der verbrauchten Elektroden.