What is SMAW?
suojattu metallikaarihitsaus (SMAW), joka tunnetaan myös nimellä tikkuhitsaus, on manuaalinen prosessi, jossa käytetään flux-pinnoitettua kuluvaa elektrodia, jonka ytimessä on metallitanko.
vaihtovirta tai tasavirta muodostaa elektrodin väliin kaaren ja epäjalo metalli luo tarvittavan lämmön. Yhdysvalloissa se on yleisin käytetty menetelmä.
vuopinnoite hajoaa ja siitä irtoaa suojakaasuna toimivia höyryjä, joista muodostuu suojaava kuonakerros.
molemmat suojaavat hitsausaluetta ilmakehän saastumiselta. Kun elektrodin sisällä oleva metallitanko sulaa, se muodostaa sulan altaan, josta tulee hitsaus.
hitsaaja voi hallita useita muuttujia, jotka vaikuttavat hitsaushelmen leveyteen ja korkeuteen, hitsin läpäisyyn ja roiskeiden määrään.
Tikkuhitsaus on edullista verrattuna muihin menetelmiin, kuten TIG: hen. Se on kannettava ja toimii minkä tahansa paksuuden ja missä tahansa asennossa.
suurin haittapuoli on hitsausprosessin aikana syntyvä kuona sekä hitaammat nopeudet (ellei ole erittäin taitava).
SMAW-kaarihitsaus
Tikkuhitsaus ottaa ” nimensä elektrodin muoto, joka näyttää tikulta. Sitä voidaan käyttää hitsaamaan monenlaisia metalleja, kuten terästä, ruostumatonta terästä ja valurautaa.
Tikkuhitsauskoneissa saadaan tasavirtaa (CC) käyttäen tasavirtaa (DC) tai vaihtovirtaa (AC). Tasavirta toimii eri suuntiin napaisuuden perusteella. Vaihtovirta vaihtaa suuntaa.
hitsaukseen käytettävän virtapiirin teho mitataan ampeereina. Paksumpien metallien tai elektrodien hitsaamiseen tarvitaan enemmän virtaa tai ampeeria.

SMAW-kaarihitsausta käytetään pääasiassa raudan ja terästen hitsaamiseen.
sitä voidaan käyttää kaikissa asennoissa:
- Tasainen
- vaakasuora
- Overhead
prosessi
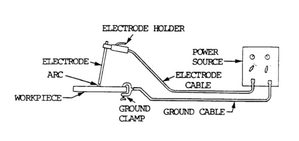
SMAW-Kaarihitsauksessa (tikkuhitsauksessa) käytetään valokaarilämpöä kuluvan elektrodin perusmetallin ja kärjen sulattamiseen. Elektrodi ja epäjalo metalli ovat osa sähköpiiriä tai hitsauspiiriä.
tämä piiri sisältää;
- virtalähteen
- hitsauskaapelit
- Elektrodipidike
- Maadoituspidike
- työ-tai epäjaloa metallia
- Kaarihitsauselektrodi
yksi kaapeli on kiinnitetty työhön ja toinen elektrodipidikkeeseen.
hitsaus alkaa, kun elektrodin kärjen ja perusmetallin väliin osuu kaari.
lämpö sulattaa teoksen kärjen ja pinnan.
elektrodin kärkeen muodostuu pieniä sulasta metallista muodostuvia globuleita, jotka sitten siirtyvät kaaren kautta sulaan altaaseen.
täyteaine talletetaan sitä mukaa kuin elektrodi kuluu.
kaarihitsaus, SMAW, Tikkuhitsauskaari liikutetaan:
- sopiva kaaren pituus (n. sama kuin elektrodin halkaisija)
- sopiva kulkunopeus
puolestaan, sulattamalla ja sulattamalla osa epäjalosta metallista ja lisäämällä täyteainetta.
SMAW-kaari on erittäin kuuma (lämpötila yli 9000ºf (5000ºc) sen keskellä), sulaminen tapahtuu lähes välittömästi kaaren koskettaessa metallia.
tasossa tai vaaka-asennossa tehtyjen hitsausten osalta metallinsiirtoa helpottaa:
- painovoima
- Kaasulaajeneminen
- Sähkövoimat
pintajännitys
muissa asennoissa olevien hitsausten on voitettava painovoima.
painovoima
asentohitsien ulkopuolella perusmetalli ei pysty pitämään kraatterissa paljon sulaa metallia. Pienempiä elektrodeja, pienempiä ampeereja ja pienempiä kaaripituuksia tulisi käyttää.
kaasulaajeneminen
kaasuja syntyy elektrodipäällysteen sulamisen seurauksena ja ne laajenevat kiehuvan elektrodikärjen lämmön vaikutuksesta.
pinnoite ulottuu hieman elektrodin metallikärjen ulkopuolelle ja ohjaa kaasun laajenemisen suuntaa. Tämä auttaa ohjaamaan sulan metallin hitsausmetallialtaaseen.
sähkömagneettiset voimat (kaarimatka tai kaaripuhallus)
kärki on sähköjohdin ja niin on myös kärjessä oleva sula globulesuihku, joten globulesuihku muuttuu magneettisten voimien vaikutuksesta 90 asteessa (useimmissa tapauksissa sivusuunnassa) virtaussuuntaan.
tästä on hyötyä vaaka -, pysty-ja yläpuolisessa asennon hitsauksessa.
suuremmilla vetolujuustangoilla on suurempi kaaripuhallustaipumus.
maakaapelin sijoittelulla voi olla suuri vaikutus näihin voimiin
pintajännitys
voima, joka pitää kraatterissa sulan perusmetallin ja kuonan kosketuksessa, on pintajännitys.
se auttaa pitämään sulan metallin vaaka -, pysty-ja ylähitsauksessa, ja määrittää hitsin ääriviivojen muodon.

muuttujat
hitsin ominaisuuksia (helman koko ja penetraatio) voidaan kontrolloida seuraavien muuttujien säätäminen hitsauksessa:
- elektrodin koko ja tyyppi
- ampeeriluku (vaihdettu tikkuhitsauskoneessa)
- nopeus, jolla elektrodia siirretään hitsattavaa liitosta pitkin (jota kutsutaan kulkunopeudeksi)
- kaaren pituus (elektrodin metallin ja kärjen välinen etäisyys). Nyrkkisääntönä on käyttää kaaren pituutta, joka vastaa elektrodin sisällä olevan ydinjohdon halkaisijaa.
- Elektrodikulma
- kohtisuora (90 astetta) mahdollistaa suurimman penetraation
- 45 astetta vastaa pienempää penetraatiota
- Hitsausleveys, jota ohjataan elektrodin puolelta toiselle suuntautuvalla liikkeellä
- napaisuuden säätö (sähkövirran suunta) käytettäessä tasavirtaa tai tasavirtaa
edut & haitat kaarihitsauksen
edut
SMAW-tai tikkuhitsaus vaatii Perusvarusteet ja soveltuu kenttätyöhön, koska se on erittäin kannettava.
- kustannukset ovat 30-50% muista hitsausmenetelmistä
- kevyet laitteet
- monet saatavilla olevat elektrodit
- Hyvät ahtaissa tiloissa
- metallipinnan puhdistus ennen hitsausta ei ole yhtä tiukkaa kuin muilla menetelmillä kuten TIG
haitat
- kuonan poistaminen hitsauksen jälkeen. Kuonan kiinnittyminen on myös ongelma SMAW: n muodostavissa sulkeumissa, jotka on poistettava.
- käyttämättömät elektrodin kannat – täytyy lopettaa hitsaus, kun saavutat elektrodin viimeiset 2 tuumaa
- roiskeet
- SMAW: n hidas suhteellinen nopeus.
- roiskeiden puhdistus ja kuonanpoisto työintensiivinen
- luo enemmän kipinöitä ja lämpöä kuin muut hitsausmenetelmät
- valmiista hitsauksista syntyy haitallista pölyä
- joudutaan pysähtymään hitsausprosessin aikana käytetyn elektrodin vaihtamiseksi ja kuonan siruttamiseksi
roiskeita ja käyttämättömien elektrodin kantojen osuus on n. 44 prosenttia kulutetuista elektrodeista.