Innholdsfortegnelse
hva er støping
Flytende metall helles i et støpehulrom som samsvarer med formen og størrelsen på delen. Produksjonsmetoden som venter på at den avkjøles og størkner for å oppnå emnet eller delen, kalles vanligvis metallvæskeforming eller støping.
Teknologisk prosess: flytende metall → fylling → størkning krymping → støping
prosessegenskaper:
- det kan produsere deler med komplisert form, spesielt de med komplisert indre hulromform.Sterk tilpasningsevne, ubegrensede legeringstyper og nesten ubegrenset støpestørrelse.
- Bred kilde til materialer, avfall kan smeltes om, og utstyr investering er lav.
- Høy skrap rate, lav overflate kvalitet og dårlige arbeidsforhold.
10 typer støpeprosess
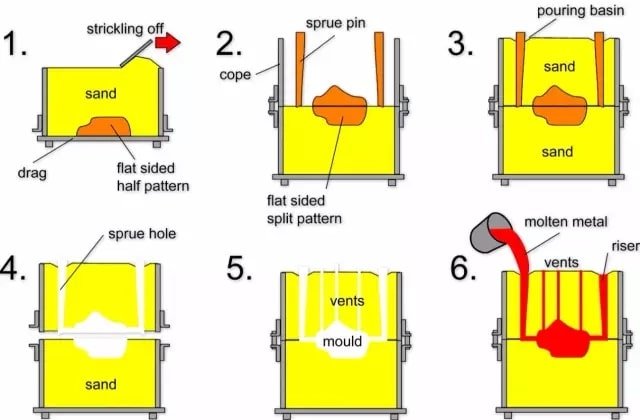
(1)Sandstøping

hva er sandstøping
en støpemetode for å produsere støpegods i en sandform. Stål, jern og de fleste ikke-jernholdige legeringsstøpegods kan oppnås ved sandstøping.
Teknologisk prosess:
prosessen Med sandstøping
Tekniske egenskaper: egnet for å lage emner med komplekse former, spesielt med komplekse indre hulrom;
Applikasjoner: Bilmotorblokk, topplokk, veivaksel og andre støpegods
(2)investeringstøping

hva er investeringstøping
en slags støpemetode som vanligvis refererer til å lage mønstre i smeltbare materialer, som dekker overflaten av mønsteret med flere Lag av ildfaste materialer, og deretter smelter mønsteret ut av formskallet for å oppnå en form uten en avskjærende overflate, som kan fylles etter baking i høy temperature.
Technological process:
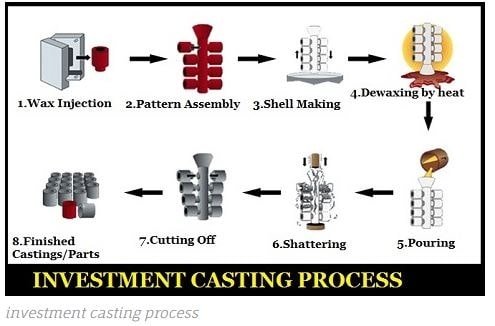
Investment Casting Process
Advantages:
- High dimensional accuracy and geometric accuracy;
- High surface roughness;
- 3. It cancast complex castings, and cast alloys are not restricted.
Disadvantages: complicated procedures and high cost
Applications:
Den er egnet for produksjon av små deler med komplekse former, høye presisjonskrav eller annen behandling som er vanskelig å utføre, for eksempel turbinmotorblader.
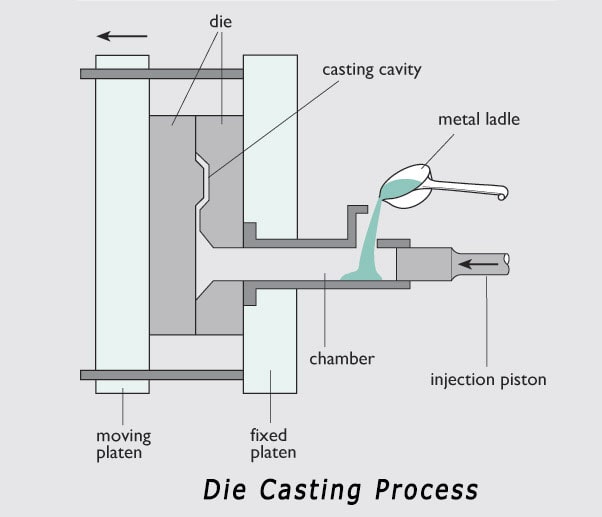
(3)støping

hva er støping
høytrykksmetallvæsken er presset inn i et presisjonsmetallformhulrom ved høy hastighet, og metallvæsken avkjøles og størknes under trykk for å danne en støping.
Teknologisk prosess:
Fordeler:
- metallvæsken blir utsatt for høyt trykk ogstrømningshastigheten er rask under støping.
- God produktkvalitet, stabil størrelse og god interchangeability.
- Høy produksjonseffektivitet og støpeformer kan brukes til mange ganger.
- Den er egnet for masseproduksjon med gode økonomiske fordeler.
Ulemper:
- støpingen er tilbøyelig til å produsere fine porer og krymping.
- die-casting deler har lav plastisitet og bør ikke fungere under støtbelastning og vibrasjon.
- når støping av høyt smeltepunktlegering, er formens levetid lav, noe som påvirker utvidelsen av støpeproduksjonen.Støpegods ble først brukt i bilindustrien og instrumentindustrien, og deretter gradvis utvidet til ulike næringer, for eksempel landbruksmaskiner, maskinverktøyindustri, elektronikkindustri, nasjonal forsvarsindustri, datamaskiner, medisinsk utstyr, klokker, kameraer og daglig maskinvare.
(4)Lavtrykkstøping

Hva er lavtrykkstøping
Refererer til metoden for å lage flytende metall fyller en form under lavt trykk (0,02 – 0,06 mpa) og krystalliserer under trykk for å danne en støping.
Teknologisk prosess:
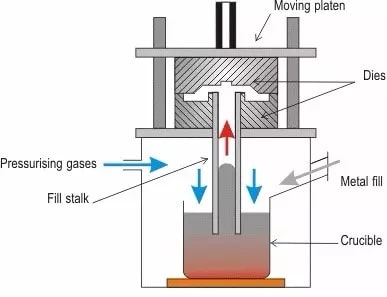
Tekniske egenskaper:trykket og hastigheten under helling kan justeres, slik at den kan påføres forskjellige støpeformer (for eksempel metallformer og sandformer), støping av forskjellige legeringer og støpegods av forskjellige størrelser.Bunninjeksjonsfylling er vedtatt, fyllingen av metallvæske er stabil, og det er ikke noe sprutfenomen som kan unngå involvering av gass og erosjon av støpeveggen og kjernen, noe som forbedrer kvalifikasjonshastigheten til støpegods.
- støpingen krystalliserer under trykk. Støpingen har en tett struktur, en klar oversikt, en jevn overflate og høye mekaniske egenskaper. Det er spesielt gunstig for støping av store tynnveggede deler.
- Eliminerer behovet for å fylle opp stigerøret og øke metallutnyttelsesgraden til 90-98%.Lav arbeidsintensitet, gode arbeidsforhold, enkelt utstyr, lett å realisere mekanisering og automatisering.Søknad: Hovedsakelig brukt i tradisjonelle produkter(sylinderhode, nav, sylinderramme, etc.).
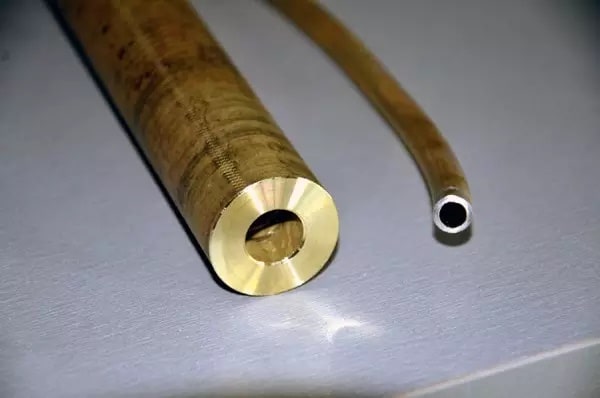
(5)Centrifugal casting

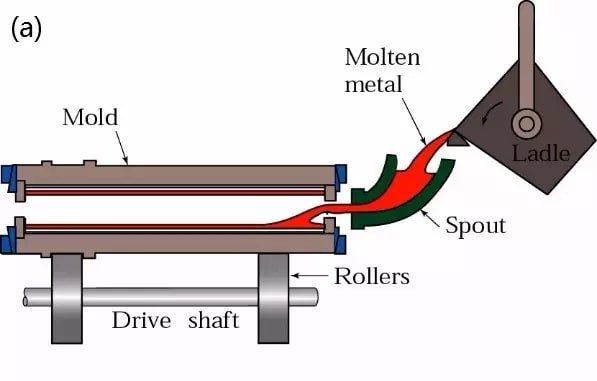
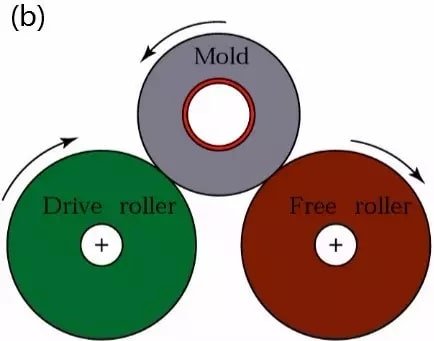
What is centrifugal casting
It is a casting method in which molten metal is poured into a rotating mold, and the mold is filled and solidified under the action of centrifugal force.
Technological process:
Advantages:
- det er nesten ingen metallforbruk i hellingssystemet og stigerøret, noe som forbedrer prosessutbyttet.kjernen kan utelates når man produserer hule støpegods, slik at metallfyllingsevnen kan forbedres sterkt når man produserer lange rørformede støpegods.
- støpingen har høy tetthet, få feil som porer og slagg inkludering, og høye mekaniske egenskaper.
- det er lett å produsere komposittmetallstøpegods av fat og ermer.
Ulemper:
- det er visse begrensninger når de brukes i produksjon av spesielleformede støpegods.diameteren på det indre hullet i støpingen er ikke nøyaktig, overflaten på det indre hullet er grovt, kvaliteten er dårlig, og bearbeidingsgodtgjørelsen er stor.
- støpingen er utsatt for spesifikk tyngdekraft segregering.
Applikasjoner:
Sentrifugalstøping ble først brukt til å produsere støpte rør. I inn-og utland har metallurgi, gruvedrift, transport, vanning og dreneringsmaskiner, luftfart, nasjonalt forsvar, bilindustri og andre næringer brukt sentrifugale støpeprosesser for å produsere støpegods av stål, jern og ikke-jernholdige karbonlegeringer. Blant dem er produksjonen av sentrifugale støpejernsrør, forbrenningsmotor sylinderforinger og akselhylser de vanligste.
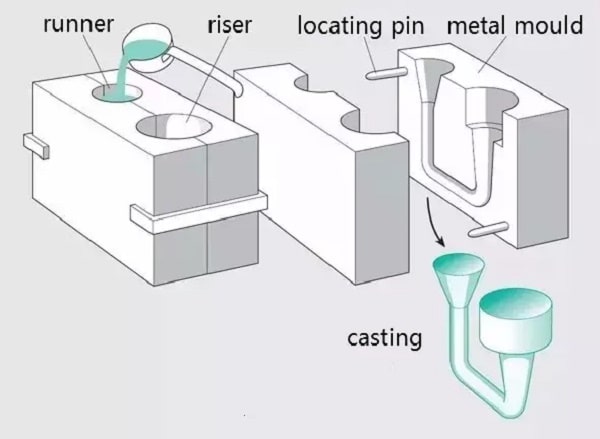
(6)Gravity die casting

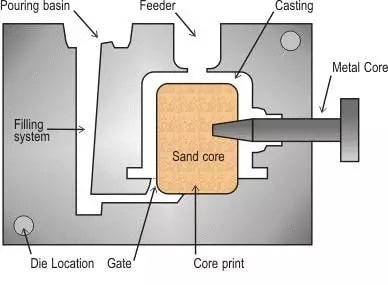
hva er gravity die casting
det refererer Til til en støpemetode hvor flytende metall er fylt Med en metallform Under tyngdekraften og avkjølt og størknet i formen for å oppnå en støping.
Teknologisk prosess:
Fordeler:
- metallformen har stor termisk ledningsevne og varmekapasitet, rask kjølehastighet, tett støping struktur, og mekaniske egenskaper ca 15% høyere enn sand støping.
- det kan få støpegods med høyere dimensjonsnøyaktighet og lavere overflateruhet, og har god kvalitet stabilitet.
- fordi sandkjernen ikke brukes og sjelden brukes, er miljøet forbedret, støv og skadelige gasser reduseres, og arbeidsintensiteten reduseres.
Ulemper:
- metallformen i seg selv er ikke-pustende, og visse tiltak må tas for å evakuere luften og luften som genereres av sandkjernen i hulrommet.
- metallformen har ingen konsesjon, og sprekker er enkle å oppstå når støpingen størkner.
- Metallformer har en lengre produksjonssyklus og høyere kostnader.Derfor kan gode økonomiske effekter bare vises når masseprodusert.Metallstøping er egnet for storskala produksjon av ikke-jernholdige legeringsstøpegods som aluminiumlegeringer og magnesiumlegeringer med komplekse former, samt jern-og stålmetallstøpegods og ingots.
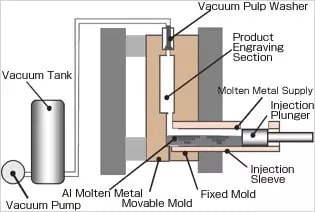
(7)Vakuumstøping

hva er vakuumstøping
en avansert die-støpeprosess som forbedrer de mekaniske egenskapene og overflatekvaliteten til støpedeler ved å fjerne eller redusere porene og oppløste gassene i støpedelen ved å trekke ut gassen i støpeformhulen under støpeprosessen.
Teknologisk prosess:
 Det kan eliminere eller redusere lufthullene inne i die casting, forbedre de mekaniske egenskapene og overflatekvaliteten på støpingen, så vel som platingytelsen.
Det kan eliminere eller redusere lufthullene inne i die casting, forbedre de mekaniske egenskapene og overflatekvaliteten på støpingen, så vel som platingytelsen. - for å redusere tilbaketrykket i hulrommet, kan lavere spesifikt trykk og legering med dårlig støpeytelse brukes. Det er mulig å støpe større støpegods med små maskiner.
- det forbedret fyllingsforhold, kan kaste tynnere støpegods.
Ulemper:
- støpeforseglingsstrukturen er komplisert, og det er vanskelig å lage og installere, så kostnaden er høy.
- hvis vakuumstøpemetoden ikke er riktig kontrollert, vil effekten ikke være veldig signifikant.
(8)Støping

klemme støping
det er en metode for å størkne væske eller halvfast metall under høyt Trykk og flytende forming for direkte å oppnå produktet eller blankt. Den har fordelene med høy utnyttelsesgrad av flytende metall, forenklet prosess og stabil kvalitet. Det er en energibesparende metallformingsteknologi med potensielle applikasjonsutsikter.
Teknologisk prosess:
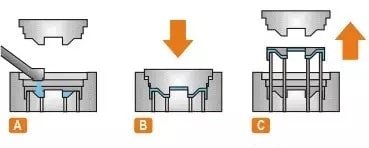
Direkte klemme støping: Spraymaling, støpt legering, mold klemming, trykksetting, trykkholding, trykkavlastning, muggseparasjon, tom riving og tilbakestilling.
Indirekte klemme die casting: spray belegg, mold clamping, mating, fylling, trykk, trykkholding, trykkavlastning, avskjøring, blank riving, tilbakestilling.
Tekniske egenskaper:
- Det kan eliminere de indre porene, krympingen ogandre feil.
- Lav overflateruhet og høy dimensjonsnøyaktighet.
- Det kan forhindre forekomst av støpesprekker.
- lett å realisere mekanisering og automatisering.Søknad: Det kan brukes til å produsere ulike typer legeringer, for eksempel aluminiumslegering, sinklegering, kobberlegering, nodulært støpejern, etc.
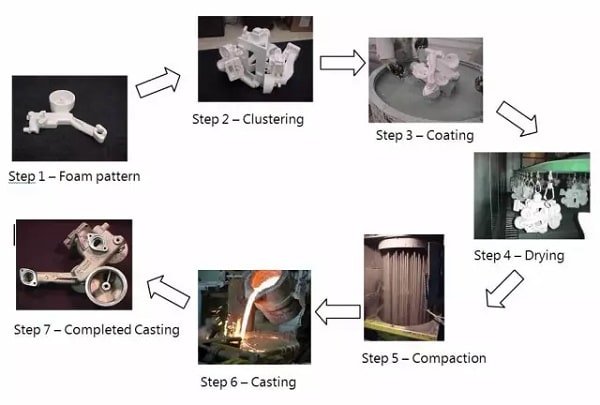
(9)Tapt skumstøping

hva er tapt skumstøping (også kjent som solidstøping)
det er en ny støpemetode som en kombinasjon Av Parafin-eller skummodeller som ligner størrelsen og formen på støpingen for å danne en modellklynge. Etter børsting og tørking av det ildfaste belegget, blir det begravet i tørr kvartsand for å vibrere. Helling under negativt trykk for å fordampe modellen, opptar det flytende metallet modellposisjonen, og dannes etter størkning og avkjøling.
Teknologisk prosess:
Pre-skummende → Skummende molding → Dukkert belegg → Tørking → Modellering → Helle → Fallende sand → Rengjøring
Tekniske egenskaper:
- Høy presisjon støping, ingen sand core, redusere saksbehandlingstiden.
- Ingen skilleflate, fleksibel design og høy grad av frihet.
- Ren produksjon uten forurensning.
- Redusere investerings-og produksjonskostnader.
Applikasjoner:
Den er egnet for produksjon av forskjellige størrelser av presisjonsstøpegods med komplekse strukturer. Det er ingen begrensninger på typer legeringer og produksjonspartiene. Slik som grå støpejern motorboks, høy mangan stål albue og så videre.
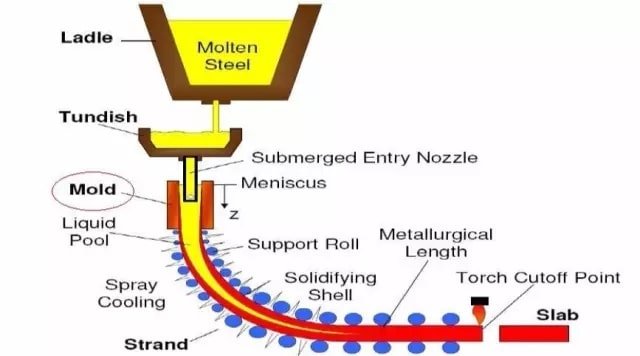
(10)Kontinuerlig støping
Hva er kontinuerlig støping
Det er en avansert støpemetode. Dens prinsipp er å kontinuerlig helle smeltet metall i en spesiell metallform kalt en krystallisator. Den størknede (crusted) støpingen trekkes kontinuerlig ut fra den andre enden av formen, og den kan oppnå lengde eller spesifikk lengde av støping.
Teknologisk prosess:
Tekniske egenskaper:
- fordi metallet er raskt avkjølt, krystallene er tett, strukturen er tett.er jevn, og de mekaniske egenskapene er gode.
- Lagre metall og forbedre utbyttet.Forenklet prosedyrer, eliminerer modellering og andre prosedyrer, og dermed reduserer arbeidsintensiteten og reduserer det nødvendige produksjonsområdet sterkt.Continualcasting produksjon er lett å realisere mekanisering og automatisering og forbedre produksjonseffektiviteten.Kontinuerlig støping kan brukes til å støpe stål, jern, kobberlegeringer, aluminiumlegeringer, magnesiumlegeringer og andre lange støpegods med konstant tverrsnittsformer, for eksempel ingots, plater, stang billets, rør, etc.
Vil du få et tilbud fra våre ekspert ingeniører?
ikke gå glipp av denne muligheten til å få gratis og beste råd fra eksperter på feltet.
div >