Hva er SMAW?
Skjermet metallbuesveising (SMAW), også kjent som stavsveising, er en manuell prosess ved hjelp av en fluxbelagt forbrukselektrode med en metallstang i kjernen.Vekselstrøm eller likestrøm danner en bue mellom elektroden og grunnmetallet skaper den nødvendige varmen. I Usa er det den vanligste metoden som brukes.
fluxbelegget desintegrerer og avgir damp som fungerer som dekkgass og gir et beskyttende lag av slagg.
begge beskytter sveiseområdet mot atmosfærisk forurensning. Når metallstangen inne i elektroden smelter, dannes det et smeltet basseng som blir sveisen.
det er flere variabler sveiseren kan kontrollere som vil påvirke bredden og høyden på sveiseperlen, sveisens gjennomtrengning og mengden sprut.
Stick sveising er billig sammenlignet med andre metoder som TIG. Den er bærbar og fungerer med hvilken som helst tykkelse og i hvilken som helst posisjon.
den store ulempen er slaggen opprettet under sveiseprosessen sammen med lavere hastigheter(med mindre du er dyktig).
SMAW Buesveising
Stavsveising tar sitt navn fra formen på elektroden, som ser ut som en pinne. Det kan brukes til å sveise mange typer metaller, inkludert stål, rustfritt stål og støpejern.
Stick sveisemaskiner gir konstant strøm (CC) ved hjelp av likestrøm (DC) eller vekselstrøm (AC). Likestrøm opererer i forskjellige retninger basert på polariteten. Vekselstrøm veksler mellom retninger.
Strøm I den elektriske kretsen som brukes til å drive sveisen, måles i ampere. Mer strøm eller strømstyrke er nødvendig for sveising av tykkere metaller eller elektroder.

SMAW buesveising brukes primært til å sveise jern og stål.
Den kan brukes i alle posisjoner:
- Flat
- Loddrett
- Overhead
Prosess
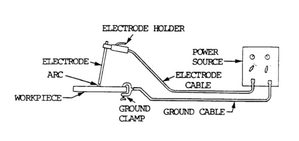
SMAW Buesveising (stavsveising) bruker buevarmen til å smelte grunnmetallet og spissen av en forbrukselektrode. Elektroden og grunnmetallet er en del av en elektrisk krets eller sveisekrets.
Denne kretsen inkluderer;
- Strømkilde
- Sveisekabler
- Elektrodeholder
- Jordklemme
- arbeidet eller uedelt metall
- buesveising elektrode
en kabel er festet til arbeidet og den andre til elektrodeholderen.
Sveising starter når en bue slås mellom spissen av elektroden og uedelt metall.
varmen smelter spissen og overflaten av arbeidet.
Små kuler av smeltet metall form på elektrodespissen deretter overføre gjennom buen i smeltet bassenget.
Fyllstoff avsettes når elektroden forbrukes.
:
- passende buelengde (ca. passende kjørehastighet
i sin tur smelter og smelter en del av grunnmetallet og legger til fyllstoff.
smaw-buen er ekstremt varm (temperaturer over 9000º (5000º) i midten), smelting skjer nesten umiddelbart når buen berører metallet.
for sveiser laget i flat eller horisontal posisjon, er metalloverføring hjulpet av:
- Gravitasjon
- gassekspansjon
- Elektriske krefter
- Overflatespenning
Sveiser i andre posisjoner må overvinne tyngdekraften.
Gravity
i ute av posisjon sveiser, uedelt metall er i stand til å beholde mye smeltet metall i krateret. Mindre elektroder, lavere strømstyrke og lavere buelengder bør brukes.
gassekspansjon
Gasser produseres ved smelting av elektrodebelegget og utvides på grunn av varmen fra den kokende elektrodespissen.
belegget strekker seg litt utover metallspissen av elektroden og styrer retningen av gassutvidelsen. Dette bidrar til å lede smeltet metall inn i sveisemetallbassenget.
Elektromagnetiske krefter (bue reise eller bue slag)
spissen er en elektrisk leder, og så er den smeltede kulesprayen på spissen, slik at kulesprayen endres av magnetiske krefter som virker ved 90 grader (sidelengs i de fleste tilfeller) til retningen av strømmen.
dette er nyttig i vannrett, loddrett og overhead posisjon sveising.
høyere strekkfasthet stenger har en høyere tendens til bue slag.plasseringen av jordkabelen kan ha stor effekt på disse kreftene
Overflatespenning
kraften som holder fyllstoff og slagg i kontakt med smeltet uedelt metall i krateret er overflatespenning.
det bidrar til å beholde smeltet metall i horisontal, vertikal og overhead sveising, og bestemmer formen på sveisekonturene.

Variabler
egenskapene til sveisen (størrelsen på perle og penetrasjon) kan styres av justere følgende variabler ved sveising:
- Størrelse og type elektrode
- Strømstyrke (endret på stavsveising)
- Hastighet som du beveger elektroden langs skjøten som sveises (kalt kjørehastigheten)
- Buelengde (avstand mellom metallet og elektrodens spiss). En tommelfingerregel er å bruke en buelengde som er lik diameteren av kjernetråden inne i elektroden.
- Elektrodevinkel
- Vinkelrett (90 grader) muliggjør mest penetrasjon
- 45 grader tilsvarer mindre penetrasjon
- Sveisebredde styrt av side til side bevegelse av elektroden
- Polaritetskontroll (retningen den elektriske strømmen flyter) ved BRUK AV DC eller likestrøm
Fordeler& Ulemper av buesveising
fordeler
smaw eller stick sveising krever grunnleggende utstyr og gir seg til feltarbeid fordi det er ekstremt bærbart.Kostnaden er 30% til 50% av andre sveisemetoder
Ulemper
- Må fjerne slagg etter sveising. Entrapment av slagg er også et problem I SMAW forming inneslutninger, som må fjernes.
- Ubrukte elektrodestubber-må stoppe sveisingen når du når de siste 2 tommer av elektroden
- Sprut
- Langsom relativ hastighet PÅ SMAW.
- Spatter opprydding og slagg fjerning arbeidskrevende
- Skaper mer gnister og varme enn andre sveisemetoder
- Chipping og sliping fullførte sveiser gir oss skadelig støv
- Trenger å stoppe under sveiseprosessen for å erstatte brukte elektrode og å chip bort slagg
Sprut og ubrukte elektrodestubber står for ca. 44 prosent av forbrukte elektroder.