ce este SMAW?
sudarea cu arc metalic ecranat (SMAW), cunoscută și sub denumirea de sudare prin lipire, este un proces manual care utilizează un electrod consumabil acoperit cu flux cu o tijă metalică la miez.
curentul alternativ sau curentul continuu formează un arc între electrod și metalul de bază creează căldura necesară. În Statele Unite este cea mai comună metodă utilizată.
stratul de flux se dezintegrează și degajă vapori care servesc drept gaz de protecție și asigură un strat protector de zgură.
ambele protejează zona de sudură de contaminarea atmosferică. Pe măsură ce tija metalică din interiorul electrodului se topește, formează un bazin topit care devine sudura.
există mai multe variabile pe care sudorul le poate controla, care vor afecta lățimea și înălțimea talonului de sudură, penetrarea sudurii și cantitatea de stropi.sudarea prin lipire este ieftină în comparație cu alte metode, cum ar fi TIG. Este portabil și funcționează cu orice grosime și în orice poziție.
dezavantajul major este zgura creată în timpul procesului de sudare împreună cu viteze mai mici (cu excepția cazului în care sunteți foarte calificat).
sudura cu arc SMAW
electrodul, care arată ca un băț. Poate fi folosit pentru sudarea mai multor tipuri de metale, inclusiv oțel, oțel inoxidabil și fontă.
mașinile de sudat cu Stick furnizează curent constant (CC) folosind curent continuu (DC) sau curent alternativ (AC). Curentul continuu funcționează pe direcții diferite bazate pe polaritate. Curentul alternativ comută între direcții.
puterea în circuitul electric utilizat pentru alimentarea sudurii este măsurată în amperi. Este nevoie de mai mult curent sau amperaj pentru sudarea metalelor sau electrozilor mai groși.

sudarea cu arc SMAW este utilizată în principal pentru sudarea fierului și oțelurilor.
poate fi utilizat în toate pozițiile:
- plat
- Vertical
- orizontal
- deasupra capului
proces
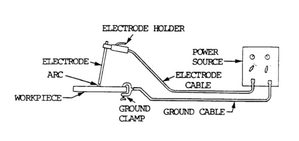
sudarea cu arc SMAW (sudarea prin lipire) folosește căldura arcului pentru a topi metalul de bază și vârful unui electrod consumabil. Electrodul și metalul de bază fac parte dintr-un circuit electric sau circuit de sudură.
acest circuit include;
- sursa de alimentare
- Cabluri de sudare
- suport electrod
- clemă de masă
- lucrarea sau metalul de bază
- electrod de sudare cu Arc
un cablu este atașat la lucrare și celălalt la suportul electrodului.
sudarea începe atunci când un arc este lovit între vârful electrodului și metalul de bază.
căldura topește vârful și suprafața lucrării.
mici globule de metal topit se formează pe vârful electrodului apoi se transferă prin arc în bazinul topit.
umplutura este depozitată pe măsură ce electrodul este consumat.
sudarea cu Arc electric, SMAW, Arcul de sudură cu băț este deplasat la o distanță de:
- lungimea corespunzătoare a arcului (aprox. egală cu diametrul electrodului)
- viteza de deplasare corespunzătoare
la rândul său, topirea și topirea unei părți a metalului de bază și adăugarea umpluturii.
arcul SMAW este extrem de fierbinte (temperaturi mai mari de 9000 de CENTIF (5000 de CENTIFC) în centrul său), topirea are loc aproape instantaneu pe măsură ce arcul atinge metalul.
pentru suduri realizate în poziție plană sau orizontală, transferul de metal este ajutat de:
- gravitația
- expansiunea gazului
- forțele electrice
- tensiunea superficială
sudurile din alte poziții trebuie să depășească gravitația.
gravitație
în suduri în afara poziției, metalul de bază nu este în măsură să rețină mult metal topit în crater. Trebuie folosiți electrozi mai mici, amperi mai mici și lungimi mai mici ale arcului.
expansiunea gazului
gazele sunt produse prin topirea stratului de electrod și se extind datorită căldurii vârfului electrodului de fierbere.
acoperirea se extinde ușor dincolo de vârful metalic al electrodului și controlează direcția de expansiune a gazului. Acest lucru ajută la direcționarea metalului topit în bazinul de metal sudat.
forțe electromagnetice (arc travel sau arc blow)
vârful este un conductor electric și așa este topit globule spray la vârful, astfel încât spray globule este modificat de forțe magnetice care acționează la 90 de grade (lateral în cele mai multe cazuri) în direcția fluxului de curent.
Acest lucru este util în sudarea orizontală, verticală și aeriană.
tijele cu rezistență la tracțiune mai mare au o tendință mai mare de lovitură cu arc.
plasarea cablului de masă poate avea un efect major asupra acestor forțe
tensiunea superficială
forța care menține metalul de umplere și zgura în contact cu metalul de bază topit în crater este tensiunea superficială.
ajută la reținerea metalului topit în sudarea orizontală, verticală și aeriană și determină forma contururilor sudurii.

variabile
caracteristicile sudurii (dimensiunea mărgelei și penetrarea) pot fi controlate prin reglarea următoarelor variabile la sudare:
- dimensiunea și tipul de electrod
- Amperaj (schimbat pe masina de sudura stick)
- viteza pe care le mutați electrodul de-a lungul îmbinării fiind sudate (numit viteza de deplasare)
- lungimea arcului (distanța dintre metal și vârful electrodului). O regulă generală este utilizarea unei lungimi de arc egală cu diametrul firului de bază din interiorul electrodului.
- unghiul electrodului
- Perpendicular (90 de grade) permite cea mai mare penetrare
- 45 de grade echivalează cu o penetrare mai mică
- lățimea sudurii controlată de mișcarea laterală a electrodului
- controlul polarității (direcția în care curge curentul electric) atunci când se utilizează curent continuu sau curent continuu
avantaje & sudarea cu arc
avantaje
sudarea SMAW sau stick necesită echipamente de bază și se pretează la munca pe teren, deoarece este extrem de portabilă.
- costul este de 30% până la 50% din alte metode de sudare
- echipamente ușoare
- multe tipuri de electrozi disponibili
- bune în spații înguste
- curățarea suprafeței metalice înainte de sudare nu este la fel de riguroasă ca alte metode, cum ar fi TIG
dezavantaje
- trebuie să îndepărtați zgura după sudare. Prinderea zgurii este, de asemenea, o problemă în incluziunile care formează SMAW, care trebuie eliminate.
- neutilizate electrod cioturi – necesitatea de a opri sudarea atunci când ajunge la ultimele 2 inci de electrod
- stropilor
- lent viteza relativă de SMAW.
- curățarea stropilor și îndepărtarea zgurii intensiv în muncă
- creează mai multe scântei și căldură decât alte metode de sudare
- așchierea și măcinarea sudurilor finalizate ne oferă praf dăunător
- trebuie să ne oprim în timpul procesului de sudare pentru a înlocui electrodul folosit și pentru a îndepărta zgura
stropii și butucii de electrozi neutilizați reprezintă aprox. 44% din electrozii consumați.